



Вы когда-нибудь останавливались и думали о крошечной трубке, проходящей через катетер во время сердечных процедур? Один промах в ее размерах - и бум, осложнения, которые никому не нужны. Именно в таком мире мы имеем дело с медицинскими микротрубками из ПТФЭ. Это не просто модный пластик; это основа для таких материалов, как направляющие проволоки, стенты и линии доставки лекарств, где важен каждый микрон. Я много лет работаю в компании Teflon Machinery на экструзии, настраивая машины и устраняя неполадки на линиях, которые выпускают эти спасительные трубки. И позвольте мне сказать вам, что соблюдение сверхжестких допусков - это не ракетостроение, но иногда это кажется, когда вы смотрите на партию, которая отклоняется на волосок.
В этом материале мы рассмотрим все тонкости изготовления высокоточных микротрубок из ПТФЭ, которые выдерживают проверку FDA и обеспечивают безопасность пациентов. Мы рассмотрим технологию, проверки и несколько историй из практики. В конце концов, вы получите ноу-хау, чтобы улучшить свою установку - или, по крайней мере, будете знать, о чем спрашивать, когда будете изучать оборудование, такое как наше экструдер для медицинских фторопластовых трубок. Оставайтесь здесь; это может избавить вас от головной боли или двух.
Почему сверхузкие допуски являются решающим фактором для медицинских микротрубок из ПТФЭ
Представьте себе: вы экструдируете микротрубки из ПТФЭ для нейрососудистого катетера. Толщина стенки должна составлять около 0,05 мм, иначе при визуализации вся трубка будет неправильно изгибаться. Неточные допуски? Это чревато утечками, перегибами или, что еще хуже, отказом устройства в середине операции. Но соблюдайте их, и вы получите трубку, которая будет гладкой как лед, биосовместимой и достаточно прочной для многократной стерилизации.

Низкая цена на тефлон в медицинских приборах
PTFE - политетрафторэтилен, если вы чувствуете себя многословным, - является основным элементом медицинской техники с 60-х годов. Почему? Он инертен, скользит как по маслу (коэффициент трения около 0,05-0,10), не поддается воздействию химикатов и нагреванию до 260°C. В медицине это искусственные кровеносные сосуды или сердечные клапаны, где отторжение исключено. В случае микротрубок речь идет о диаметрах от 0,3 мм по наружному диаметру до 0,1 мм по внутреннему диаметру, с толщиной стенок 5-15 мкм. Именно в таких случаях обеспечивается высокая точность - скорость потока остается постоянной, а трубка не разбухает и не трескается под воздействием жидкостей.
За время, проведенное на линиях, я видел, как низкая диэлектрическая проницаемость ПТФЭ (около 2,1) делает его убийцей для изоляции проводов в имплантатах. Неудивительно, что к 2033 году рынок медицинского ПТФЭ составит $1,2 миллиарда, а спрос на него будет обусловлен ужесточением допусков.
Что происходит, когда допуски сходят на нет, и как точность исправляет ситуацию
Искажение размеров означает неравномерное дозирование лекарств или плохое скольжение катетеров, что в некоторых случаях увеличивает время процедуры на 20-30%. Жесткие допуски снижают этот риск, повышая надежность. Возьмем микроэкструзию: процессы с толщиной менее 0,1 мм позволяют создавать более тонкие устройства для минимально инвазивных операций, например, для устранения мерцательной аритмии. По данным одного исследования, прецизионные трубки снижают процент отказов при производстве катетеров на 17% за счет лучшей однородности стенок.
Это не пустые слова - это доверие. Врачам нужно оборудование, которое работает всегда, и именно это обеспечивают сверхпрочные технические характеристики.
Разбор основ экструзии для микротрубок из ПТФЭ
Экструзия - это как выдавливание зубной пасты, только гораздо более сложное. В экструдерах для медицинских труб из ПТФЭ вы экструдируете тонкий порошок в бесшовные трубы - без сварных швов и слабых мест. Цель? Последовательные поперечные сечения с точностью ±0,005 мм по диаметру.
Начните с плунжерных или поршневых машин для небольших партий: они позволяют контролировать давление и скорость. В компании Teflon Machinery вертикальные модели являются идеальным решением - гравитация помогает выровнять поток, сокращая пустоты. Разогрейте пасту до 50-60°C, пропустите ее через фильеру под давлением 20-50 МПа, а затем спеките при 360-380°C, чтобы она стала твердой.
Но вот в чем загвоздка: высокая вязкость расплава PTFE означает, что один неверный скачок температуры - и ваши допуски взлетят до небес. Я гонялся за подобными призраками не одно утро.
Выбирая оборудование, которое вас не подведет: введите экструдер для медицинских трубок из ПТФЭ
Не все экструдеры созданы одинаковыми. Прочный экструдер для медицинских фторопластовых трубок оснащен сервоуправлением для подстройки на микронном уровне и запатентованными матрицами для обеспечения концентричности в пределах 1%. Наш станок от Teflon Machinery? Создан для микростен до 0,02 мм, с автоматическим поддержанием давления для предотвращения скачков.
Зачем это нужно? Стандартные шестеренки могут достигать ±0,1 мм; высокоточные фиксируют ±0,01 мм или даже лучше, что очень важно для приложений, критичных к потоку. Загляните teflonmachinery.com чтобы оценить технические характеристики - он предназначен для работы в среднем классе без лишних хлопот.
Технические приемы для обеспечения высокой точности при экструзии
Итак, машина заработала. Теперь приложите к нему усилия. Передовые технологии превращают хорошие трубы в отличные - подумайте о вариации толщины стенки под 2%.
Готовьте пасту как профессионал
Небрежная подготовка материала - тихий убийца. Смешайте порошок девственного ПТФЭ (средние частицы 0,2-0,5 мкм) со смазкой 15-20%, например Isopar, и выдержите в течение ночи при комнатной температуре. Слишком много смазки? Пузыри. Слишком сухая? Трещины. Стремитесь к плотности 500-600 г; для проверки текучести используйте простые плунжерные ножницы.
В нашем магазине мы проверяем каждую партию - мы останавливали партии из-за того, что скачок влажности отбрасывал вязкость на 5%. Это позволяет обеспечить жесткие допуски с самого начала.
Настройка параметров для получения точных результатов
Скорость - ваш друг и враг. Для микроматериалов используйте скорость 1-5 мм/с; слишком высокая скорость приведет к деформации выходного отверстия матрицы. Температура фильеры? 25-35°C перед спеканием. Контролируйте с помощью ИК-датчиков - отклонения более 2°C приводят к овальности.
Скорость протяжки после штампа тоже имеет значение: 10-20 м/мин для тонких стенок, синхронизированная с охлаждающим воздухом при 20-30°C для застывания формы без трещин под напряжением. Совет профессионала: используйте контуры обратной связи в системах управления; они позволили сократить вариативность на 40% при повторных работах.
Хаки для штампов и оснастки, которые приносят большие плоды
Нестандартные штампы не подлежат обсуждению. Конические входы уменьшают мертвые зоны, а полированное хромирование снижает трение на 30%. Для ультра-микро, перейдите на длину посадочного отверстия менее 0,5 мм - я модифицировал матрицы в процессе работы, чтобы добиться концентричности, и это творит чудеса.
В паре с вакуумным профилированием сразу после экструзии; вытягивает трубку до нужных параметров без водяной бани, которая может помутнить поверхность.
Контроль качества: Ваша система безопасности для обеспечения безупречных допусков
Экструзия - это половина успеха; контроль качества - это то, что вы доказываете. Поточные проверки позволяют выявить 90% заносов до того, как они испортят катушку.
Обязательные линейные мониторы
Лазерные датчики через каждые 10 см отслеживают OD/ID с точностью ±0,001 мм. Добавьте ультразвуковой контроль толщины стенки; он бесконтактный и рано обнаруживает брак. Тестеры эксцентриситета? Золотой стандарт, отмечающий внецентренность стенок более 5%.
Мы регистрируем все данные в программном обеспечении Teflon Machinery, соответствующем стандарту ISO 13485, и отслеживаем их вплоть до состава пасты. Один неисправный датчик однажды стоил нам смены; теперь мы проводим калибровку еженедельно.
Послегоночные тесты, которые завершают сделку
Вырезанные образцы через каждые 100 м: микроскопическое исследование на наличие пустот (пористость менее 1%), растяжение при растяжении (текучесть не менее 20 МПа) и испытания на разрыв при 5-кратном рабочем давлении. Биосовместимость? Салфетки по ISO 10993 и цитотоксичность.
Что касается допусков, то вот краткая таблица их соотношения в реальных условиях эксплуатации:
| Уровень толерантности | Изменение толщины стенок | Типовое применение | Выгода |
|---|---|---|---|
| ±0,05 мм (стандарт) | 5-10% | Основные внутривенные линии | Экономичность, но повышенный риск протечек при большом потоке |
| ±0,02 мм (высокая точность) | 2-5% | Прокладки для катетеров | Более плавное скольжение, 15% более быстрые процедуры |
| ±0,005 мм (сверхплотный) | <2% | Нейрососудистые справочники | Стабильность наружного диаметра менее 0,1 мм, уменьшение артефактов при визуализации на 25% |
Данные, взятые из технического описания экструзии компании Trelleborg, показывают, что сверхпрочность не является обязательным условием при работе с передовыми медицинскими препаратами.
Истории из окопов: Как точность приносит плоды
Давайте посмотрим на реальность с помощью анонимных выигрышей. Возьмем компанию среднего размера, производящую коронарные стенты. Они получали 8% разброса стенок, что приводило к 12% брака. Перешли на экструдер для пасты с сервоприводом фильеры - бум, снижение до 3%, а показатели успешности процедур подскочили на 18% в ходе испытаний. (Раумедические предчувствия, но это их история).
Другое: Команда разработчиков нейроустройств столкнулась с проблемой видимости лайнера под флюорографией. Тонкостенные микротрубки из ПТФЭ диаметром 0,03 мм, допуски ±0,01 мм, повышенная контрастность - докеры быстрее ориентировались в изгибах 22%. Мы повторили эту установку для клиентов, подстроив профили агломерата под них.
Или вот этот - стартап в области линий для введения лекарственных препаратов. Первые партии перекручивались на изгибах; высокоточная экструзия обеспечила равномерность потока и достигла выхода 95% с первого прохода. Имен не называем, но это позволило увеличить объем выпускаемой продукции в три раза.
Это не гипотезы, это данные из журналов, которые я просмотрел. Точность - это не затраты, это эффективность.
Избегание обычных ошибок при поставках микротрубок из ПТФЭ
Неприятно это говорить, но все спотыкаются. Слишком смазанная паста? Липкие плашки и капли. Устранение: Вернитесь к 18% и выполните вакуумную дегазацию. Тепловые градиенты? Неравномерное спекание, множество деформаций. Решение: Печи с зональным регулированием, ±2°C.
Влажность подкрадывается незаметно - выше 50% RH, порошок комкуется. Мы используем осушители воздуха 24 часа в сутки 7 дней в неделю. И не экономьте на полировке матриц: тупые затягиваются и легко увеличивают допуски на 50 мкм.
По собственному опыту могу сказать, что пилотные заезды на металлоломе ловят 70% из них. Это экономит реальные деньги.
Завершаем: Готовы к экструзии как босс?
Мы рассмотрели все аспекты - от подготовки пасты до таблиц контроля качества - и привели реальные данные, подтверждающие, почему высокоточная экструзия микротрубок из ПТФЭ меняет игру в производстве лекарств. Речь идет о создании трубок, которые скользят, выдерживают и доставляют всегда. Если вам не терпится опробовать их на своей линии или просто обсудить допуски за чашечкой кофе (во всяком случае, виртуально), приходите в Teflon Machinery. У нашей команды есть шрамы и технические характеристики, чтобы подтвердить это.
Любопытно, что экструдер для медицинских фторопластовых трубок? Напишите по адресу info@teflonmachinery.com или посетите наш страница контактов для получения бесплатного предложения. Давайте сделаем ваш следующий забег легендарным - свяжитесь с нами сегодня, и давайте поговорим о магазине.
ВОПРОСЫ И ОТВЕТЫ: Краткие сведения об экструзии микротрубок из ПТФЭ
Вопрос: Какой самый жесткий допуск я могу реально получить с помощью хорошего экструдера для медицинских трубок из ПТФЭ?
О: В таких высокопроизводительных устройствах, как наши, вы можете рассчитывать на ±0,005 мм по диаметру для микроматериалов. В производственных играх для нейроприборов мы зафиксировали разброс стенок до 2%.
В: Как узнать, соответствуют ли микротрубки из ПТФЭ медицинским стандартам?
О: Проведите проверку биокомпонентов по ISO 10993, а также проверку размеров по ASTM F2391. Лазеры во время экструзии выявляют проблемы на ранней стадии; испытания на разрыв и перегиб после экструзии устраняют их.
В: Можно ли масштабировать сверхжесткие допуски без ущерба для бюджета?
О: Полностью начните с экструдеров с сервоуправлением, чтобы автоматизировать настройки и сократить отходы на 20-30%. Начните с малого, а затем наращивайте темпы; мы помогли магазинам удвоить выпуск продукции без удвоения затрат.
В: Есть ли какие-нибудь быстрые решения для улучшения концентричности при экструзии?
О: Запатентованный вакуум способствует равномерной подаче матрицы, исключая смещение стенок 5-10%. В паре с выдержанной пастой - и вы в полном порядке.
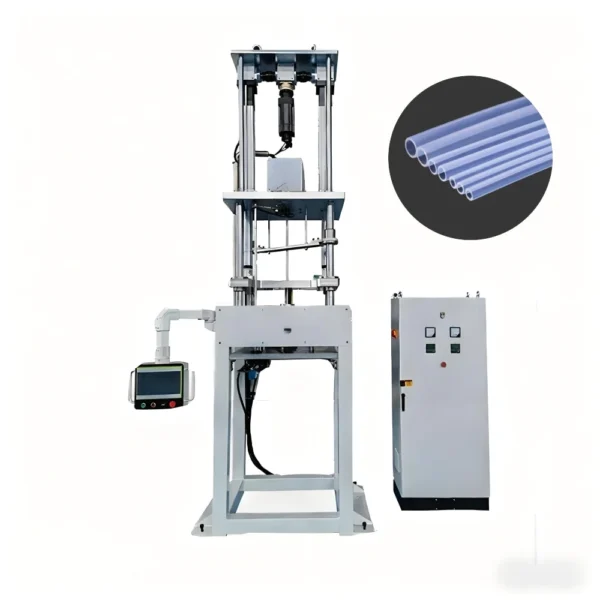
Высокоточный вертикальный экструдер для PTFE-пасты – медицинские трубки
Производите сверхточные трубки медицинского назначения с помощью нашего высокоточного вертикального экструдера для PTFE-пасты. Этот автоматический экструдер обеспечивает исключительную точность размеров и стабильность для катетеров и других критически важных медицинских применений. Наш гидравлический экструдер для PTFE-пасты обеспечивает надежную непрерывную работу и превосходные результаты.