



Вы когда-нибудь заходили в свой цех и видели партию PTFE-стержней, которые больше походили на скрученные крендели, чем на прецизионный материал? Да, я это знаю. Я помню, как это случилось со мной в первый раз — много лет назад, когда я по колено был погружен в наладку линии для небольшой компании, производящей трубки для медицинского оборудования. Вся партия оказалась бракованной, и мы потеряли целый день, пытаясь понять, почему спекание не проходило стабильно. Оказалось, что все дело было в настройках печи, но никто не объяснил это прямо. Вот почему я пишу эту статью. Если вы производите стержни, листы или трубки из ПТФЭ, вам нужны печи для спекания, которые не просто работают, а облегчают вам жизнь. Речь идет о печах для спекания стержней, листов и трубок из ПТФЭ, которые превращают сырые заготовки в прочные и надежные изделия без лишних хлопот.
Я не новичок в этом деле. За 15 лет работы с PTFE-оборудованием в таких компаниях, как Teflon Machinery, я видел как удачные, так и провальные установки. Это руководство? Оно основано на реальном опыте — реальных настройках, развенчанных мифах и советах, которые помогут вам сэкономить время и деньги. Мы рассмотрим основы, подробный процесс, выбор подходящей печи, способы избежать глупых ошибок и даже некоторые истории из практики (имена, конечно, изменены). В конце вы получите четкий план по настройке вашего производства. И если все сложится, нажмите Тефлоновое оборудование—у нас есть Печи для спекания ПТФЭ создан именно для этого.
Давайте приступим. Никаких лишних слов, только суть.

Что такое печи для спекания PTFE-прутков, листов и труб и зачем они нужны?
Представьте себе следующую ситуацию: вы упаковали порошок ПТФЭ в формы, экструдировали его или спрессовали в листы. Он держит форму, но является пористым, как губка. Чтобы превратить его в твердые стержни, листы или трубки, которые требуют ваши клиенты — материалы, невосприимчивые к химическим веществам и высоким температурам, — вам нужно его спекать. Именно здесь приходят на помощь печи для спекания PTFE-стержней, листов и трубок. Эти «плохие парни» нагревают ваши заготовки до нужной температуры, сплавляя частицы, но не плавя всю массу в липкую массу.
Почему это важно? PTFE — идеальный материал для стандартных форм, поскольку он не прилипает, обладает высокой стойкостью к истиранию и работает при температурах от -200 °C до 260 °C без каких-либо проблем. Но если пропустить надлежащее спекание, ваши стержни деформируются, листы растрескиваются, а трубки протекают под давлением. Мировой рынок PTFE переживает бум — только в этом году его объем достиг 225 килотонн, согласно отчетам Mordor Intelligence, — и значительная часть этого объема приходится на стандартные формы, такие как ваши. Заводы, производящие такие формы, нуждаются в печах, которые не отстают от темпов производства, иначе вы теряете деньги.
За время работы на производстве я понял, что спекание — это не ракетостроение, но может показаться, что это так, если ваша печь не работает. Хорошая печь контролирует медленный и равномерный набор температуры, достигает оптимальной температуры около 360–380 °C (это прямо из руководств по обработке Chemours — не повышайте температуру, иначе полимер разрушится) и охлаждается без шока для материала. Речь не идет о каких-то обычных термокамерах; они специально разработаны с учетом особенностей PTFE, таких как высокая температура плавления 342 °C, при которой он становится гелеобразным, а затем затвердевает.
Если вы переходите от пресса для хобби к полномасштабному производству, инвестиции в специальные печи для спекания PTFE-прутков, листов и трубок окупятся в кратчайшие сроки. Они сокращают время цикла, повышают выход до 95% или выше и позволяют настраивать различные диаметры, например, капиллярные трубки 5 мм по сравнению с прутками 100 мм.
Разбор форм PTFE: стержни, листы и трубки в реальной жизни
Прежде чем углубиться в тему печей, давайте поговорим о формах. Стержни — это ваши рабочие лошадки: цилиндрические изделия, используемые для изготовления втулок, уплотнений или обработанных деталей в насосах. Листы? Плоские пластины для прокладок, вкладышей или резки на нестандартные детали. Трубы отлично справляются с жидкостями, они используются в лабораториях, фармацевтических линиях и даже в топливных системах аэрокосмической промышленности.
Каждый из них по-своему доставляет проблемы во время спекания. Стержни прогибаются, если их не поддерживать, листы закручиваются по краям, трубки оваляются под действием силы тяжести. Вот почему так важна настройка печи — решетки, воздушный поток, даже то, как вы их загружаете.
Возьмите стержни: сначала экструдируйте их с помощью плунжера, затем спекайте вертикально, чтобы противостоять силе тяжести. Листы сжимаются в формах, затем горизонтально спекаются с помощью грузов, чтобы они оставались плоскими. Трубы? Часто экструдируются с помощью смазочных материалов, затем медленно обжигаются, чтобы выжечь летучие вещества перед полным спеканием.
Статистика отрасли подтверждает это: по данным MarketsandMarkets, только рынок PTFE-прутков демонстрирует стабильный рост, который в 2024 году составит 1,28 млрд долларов. Но вот в чем проблема: плохое спекание снижает прибыль. Я видел, как магазины тратили 20-30% на бракованную продукцию, потому что их печи не могли справиться с колебаниями партий.
В компании Teflon Machinery мы Печи для спекания ПТФЭ разработаны с использованием модульных стеллажей для всех трех типов изделий: стержней на штифтах, листов на лотках, трубок на оправках. Это не пустые слова, а результат тысяч циклов, которые мы провели самостоятельно.
Все о спекании: пошаговая инструкция для достижения отличных результатов
Хорошо, засучим рукава и приступим. Спекание ПТФЭ — это не простой процесс, но как только вы освоите последовательность действий, все будет идти как по маслу.
Шаг 1: Подготовьте заготовки
Начните с чистых и сухих деталей. Есть масло или пыль? Прощайте, равномерность. Стержни и трубки установите вертикально в приспособлениях. Листы уложите ровно, при необходимости закрепив по углам.
Совет от профессионала: разогрейте духовку до 100-150 °C на час. Это позволит удалить влагу без лишних усилий. Однажды я пропустил этот шаг — в результате получились пузырьки, как в просроченной газировке.
Шаг 2: Рампа для плавления
Медленно нагревайте — 2–5 °C в минуту — до 327 °C, температуры плавления ПТФЭ. Здесь он размягчается, но еще не течет. Удерживайте 30–60 минут. Это приводит к гелеобразованию частиц.
Данные: Исследования Национального института здравоохранения показывают, что для предотвращения трещин оптимальная скорость нагрева должна быть ниже 5 °C/мин. Если нагревать слишком быстро, листы будут расслаиваться.
Шаг 3: Полное спекание при максимальной температуре
Нагрейте до 360-380 °C, выдержите 2-6 часов в зависимости от толщины. Более толстые стержни (более 50 мм) требуют более длительной выдержки — например, 4 часа при 370 °C. Важен воздушный поток; застойный тепловой поток приводит к неравномерному нагреву трубок.
Согласно руководству по обработке Inoflon, это «зона золотой середины» — достаточно горячая для плавления и достаточно холодная, чтобы не разлагаться.
Шаг 4: Контролируемое охлаждение
Опускайте температуру со скоростью 20-50 °C/час до комнатной температуры. Слишком быстро? Кристалличность резко возрастает, что делает материал хрупким. Стремитесь к скорости 25 °C/час, как в тестах NIH на смеси с высоким содержанием алюминия, но это применимо и в данном случае.
Весь цикл? 8–12 часов для одной партии. Но с помощью интеллектуальных печей можно перекрывать загрузки для практически непрерывной работы.
| Шаг | Диапазон температур (°C) | Время | Ключевые моменты, на которые следует обратить внимание | Совет по конкретной форме |
|---|---|---|---|---|
| Подготовка/Разогрев | 100-150 | 1 час | Влагоуловители | Стержни: вертикальная нагрузка для предотвращения изгиба |
| Рампа для плавления | До 327 | 30-60 минут удержания | Неравномерное размягчение | Простыни: слегка утяжелите края |
| Полное спекание | 360-380 | 2–6 часов | Деградация при перегреве | Трубы: опора оправки против овальности |
| Охлаждение | Вниз до RT | 4-8 часов | Трещины от термического удара | Все: Равномерный поток воздуха, без сквозняков |
Эта таблица — краткий справочник. Распечатайте ее и приклейте к духовке. Она спасла меня больше раз, чем я могу сосчитать.
Выбор печи для спекания: что подходит для вашей установки?
Не все печи одинаковы. Вам нужны печи для спекания PTFE-прутков, листов и труб, которые соответствуют вашему объему и техническим характеристикам. Печи периодического действия для небольших партий? Непрерывные туннельные печи для высокой производительности?
Исходя из опыта, начните с мощности. Печь грузоподъемностью 500 кг подходит для средних магазинов; для круглосуточной работы выбирайте более мощную модель.
Основные характеристики:
- Регулировка температуры: Системы PID с точностью ±2 °C. При меньшей точности плотность стержней будет варьироваться.
- Циркуляция воздуха: Принудительные вентиляторы для равномерного распределения тепла. Статические? Множество горячих точек.
- Советы по безопасности: Отключение при перегреве, опции инертного газа, если вы боитесь окисления (PTFE не выдерживает температуру выше 400 °C).
- Энергетическая эффективность: Изоляция снижает расходы — я модернизировал старые устройства и сократил потребление электроэнергии на 15%.
Быстро сравните их:
| Тип духовки | Лучше всего подходит для | Размер загрузки | Время цикла | Примерная стоимость | Недостаток |
|---|---|---|---|---|---|
| Пакетная коробка | Небольшие партии, НИОКР | До 200 кг | 10-14 часов | $10k-30k | Время простоя между загрузками |
| Вертикальная башня | Фокус на стержнях/трубках | 300–800 кг | 8-12 часов | $40k-80k | Менее гибкий для листов |
| Непрерывный туннель | Большой объем | 1+ тонн/день | Продолжается | $100k+ | Прямой удар, занимает много места |
| Гибридный модульный | Смешанные формы | 500 кг в среднем | 6-10 часов | $50k-90k | Кривая обучения по свопам |
Тефлон Машинер Печи для спекания ПТФЭ бережливый гибрид — один день меняйте стеллажи на стержни, на следующий — на листы. Мы отправляем их в Азию, где ежемесячно обрабатывается 50 тонн, и они сообщают о 98% времени безотказной работы.
Бюджет? Учтите рентабельность инвестиций. Надежная печь окупается за 6–12 месяцев за счет сокращения количества отходов. Напишите нам на info@teflonmachinery.com, чтобы получить индивидуальное предложение — без каких-либо обязательств.
Как избежать серьезных ошибок: распространенные проблемы при спекании ПТФЭ
Никто не идеален, но некоторые ошибки бьют сильнее, чем другие. Я совершал их все, так что учитесь на моих промахах.
Во-первых, неравномерная нагрузка. Слишком плотно уложенные стержни? Тепло пропускает карманы, что приводит к появлению слабых мест. Решение: расположите их на расстоянии 1-2 дюймов друг от друга. Видел, как это разрушило трубку для клиента, занимающегося гидродинамикой — овальность превратила точные отверстия в лимоны.
Во-вторых, перепады температуры. Печи без хорошего контроля температуры работают как йо-йо, вызывая деформацию. Блог Gallagher Seals точно подметил: всегда проводите отжиг после механической обработки, но во время спекания стабильность — это главное. Один из цехов, с которым я консультировался, потерял 25% из-за этого; перешел на откалиброванные устройства, и проблема была решена.
В-третьих, не игнорируйте охлаждение. Если торопиться, внутренние напряжения разорвут ваши листы, как стекло. Стремитесь к 25 °C/ч — это не опция.
А прогиб? Стержни длиной более 1 м прогибаются без опоры. Используйте штифты или стропы. Advanced EMC предупреждает о ползучести при механической обработке, но она начинается при спекании, если гравитация берет верх.
И, наконец, не забывайте о техническом обслуживании. Грязные вентиляторы приводят к плохой циркуляции воздуха и неравномерному спеканию. Чистите их ежеквартально, проверяйте элементы ежегодно. Это сократило время простоя на Teflon Machinery вдвое.
Обнаружьте их на ранней стадии, и ваши печи для спекания PTFE-прутков, листов и труб будут работать как в сказке.

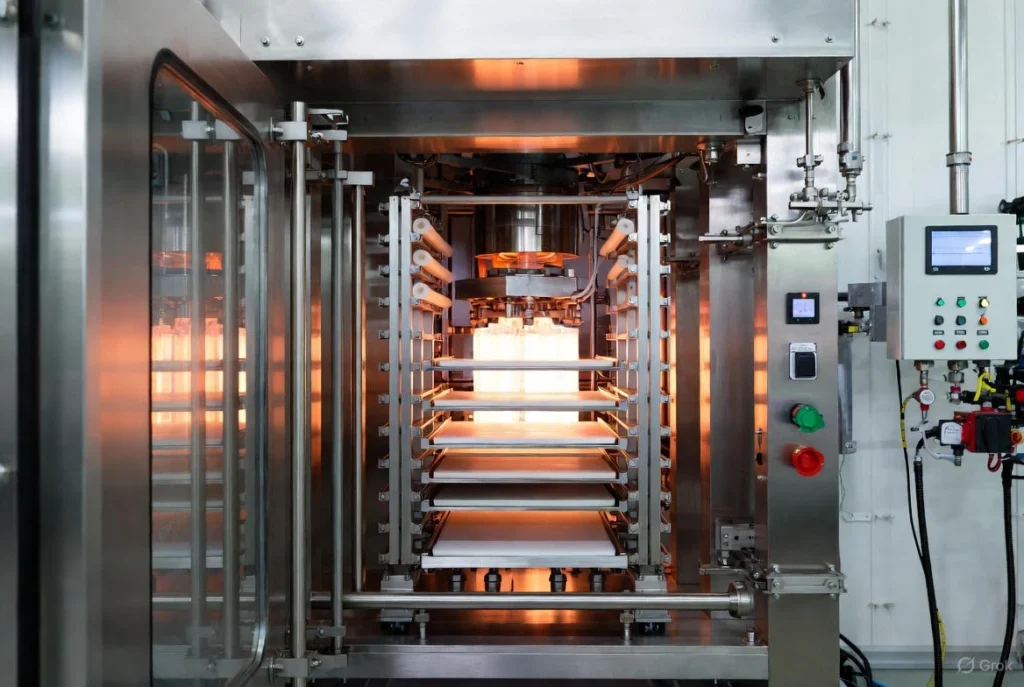
Промышленные печи для спекания ПТФЭ – Высокотемпературная печь для спекания тефлона
Наши промышленные печи для спекания PTFE разработаны для превосходной обработки Teflon™ и других фторполимеров. Эта высокотемпературная печь для спекания обеспечивает исключительную равномерность температуры для получения стабильных результатов высокого качества каждый раз.
Созданный для обеспечения надежности и эффективности, он является идеальным решением для сложных промышленных применений, сокращая время цикла и минимизируя количество дефектов.
Истории с производственного цеха: как эти печи изменили правила игры
Давайте поговорим о реальности, используя некоторые истории — без имен, но поверьте мне, они правдивы.
Возьмем, к примеру, “Фабрику А”, производителя трубок из ПТФЭ для лабораторного оборудования, расположенную в Среднем Западе. Они производили партии по 200 кг в старой громоздкой печи, при этом 15% отбраковывалось из-за закручивания краев. Перешли на вертикальную агломерационную установку, подобную нашей, — с точным нагревом до 365 °C и выдержкой в течение 3 часов. Выход продукции подскочил до 92%, а цикл сократился на два часа. Теперь они планируют расширение производства, и все потому, что печь позволила им масштабироваться без хаоса.
Или “Магазин B” на юге, специализирующийся на стержнях для уплотнений. Деформация убивала их — стержни изгибались под воздействием тепла. Мы доработали их установку: зажимные приспособления, улучшенная вентиляция. После установки плотность стабильно достигала 2,15 г/см³ (целевой показатель PTFE, согласно спецификациям DuPont). Только за последний квартал мы сэкономили им $15k на отходах.
Это не сказки. PTFE используется везде: от изоляции электропроводки (Coating Systems упоминает его применение в аэрокосмической отрасли) до гидравлических узлов (пример Adtech с прозрачными трубками). Ваша установка может быть следующей — напишите нам через наш страница контактов проводить мозговой штурм.
Как поддерживать исправность духовки: важное техническое обслуживание
Ключ к долговечности. Правильно обращайтесь с печью для спекания, и она прослужит дольше, чем плохие сотрудники.
Ежедневно: протирайте внутренние поверхности — пыль PTFE скапливается и забивает вентиляционные отверстия.
Еженедельно: Проверяйте термопары. Отклонение на 5 °C? Проведите повторную калибровку.
Ежемесячно: проверяйте уплотнения и двери на предмет утечек. Утечка горячего воздуха означает неэффективность.
Ежегодно: полное обслуживание — элементы, вентиляторы, элементы управления. На нашем сайте есть руководства, но профессионалы, такие как наша команда в Teflon Machinery, справляются с этим без проблем.
Один упущенный момент: ведите журнал каждого запуска. Отслеживайте температуру, время, выход. Выявляйте тенденции на ранней стадии — например, если при температуре 380 °C происходит разложение (следите за пожелтением).
При этом от качественного устройства можно ожидать более 10 лет службы. Это оправдывает себя, учитывая, что спрос на PTFE растет на 4,31 ТП3Т в год.
Подводя итоги: время повысить уровень вашей игры с PTFE
Мы рассмотрели многое — от того, почему печи для спекания PTFE-прутков, листов и труб являются вашим секретным оружием, до этапов, выбора, подводных камней и доказательств на практике. Речь идет не о совершенстве, а о стабильном, беспроблемном производстве, которое способствует росту вашего предприятия.
Представьте себе, что партии продукции выходят идеальными, клиенты в восторге, а вы спокойно спите по ночам. Это же то, чего вы хотите, верно? Мы помогли десяткам компаний достичь этой цели с помощью нашего оборудования.
Готовы воплотить это в жизнь? Загляните к нам Тефлоновое оборудование для получения более подробной информации, запроса предложения или просто для того, чтобы задать вопросы, обращайтесь по адресу info@teflonmachinery.com. Наш контактная форма Это быстро — давайте поговорим о вашей настройке. Какую настройку вы бы попробовали в первую очередь?
Часто задаваемые вопросы: краткая информация об печах для спекания PTFE
Какова идеальная температура спекания для стержней из ПТФЭ по сравнению с листами?
Прутки и листы нагреваются до 360-380 °C, но прутки могут потребовать немного более длительной выдержки — 3-4 часа для более толстых — чтобы предотвратить провисание. Листы? 2-3 часа достаточно, если они правильно утяжелены. Однако всегда нагревайте медленно.
Как узнать, соответствует ли воздушный поток в моей духовке требованиям?
Проверьте с помощью перышка — оно должно плавно перемещаться по всей камере. Или приобретите анемометры для профессионалов. Неравномерный поток воздуха является причиной большинства деформаций, которые я наблюдал.
Можно ли спекать детали разной формы в одной печи?
Полностью, с помощью модульных стеллажей. Стержни вертикальные, листы горизонтальные, трубы поддерживаются. Просто разделите груз на зоны, чтобы избежать перекрестного загрязнения при нагревании.
Какова максимальная рентабельность инвестиций в модернизацию моей печи для спекания?
Безусловно, сокращение отходов — с 20% до менее 5%. Кроме того, более быстрые циклы означают большую производительность. Один из клиентов удвоил объем производства без дополнительных площадей.