



You know how sometimes in the workshop, terms just blur together? Like, sintering and curing sound kinda similar, right? Especially if you’re knee-deep in fluoropolymer stuff, messing with PTFE sheets or coatings. I’ve been there—staring at a blueprint, scratching my head, wondering if I need to crank up the heat for one or the other. As someone who’s spent years tweaking ovens and troubleshooting batches at Teflon Machinery, I get the frustration. Folks hit me up all the time, saying, “Hey, is this sintering or curing? And why does it matter?” So, let’s sort this out, no fluff. We’ll dig into what these mean for fluoropolymers, spotlight the diffs, and throw in some real-talk tips. By the end, you’ll walk away knowing exactly when to fire up that PTFE Sintering Oven and skip the headaches.
Quick Dive into Fluoropolymer Processing Basics
First off, fluoropolymers—think PTFE, that slippery wonder material—are tough cookies. They’re everywhere: sealing pipes in chemical plants, lining cookware, even in space gear ’cause they shrug off heat and chemicals like it’s nothing. But getting ’em from powder or dispersion to usable parts? That’s where fluoropolymer processing gets tricky. It’s not just dumping stuff in a mold and hoping for the best. You gotta shape, heat, and fuse it right, or you’ll end up with brittle junk that cracks under pressure.
The big players here are sintering and curing. People mix ’em up ’cause both involve heat, but they’re like cousins, not twins. Sintering’s more about mashing particles together into a solid block, while curing’s often the gentle finish to lock in properties. Over at Teflon Machinery, we’ve built our rep on nailing this—our gear helps clients turn raw PTFE into seals that last decades. And trust me, one wrong step, and you’re back to square one.
What Exactly Goes Down in Sintering for Fluoropolymers?
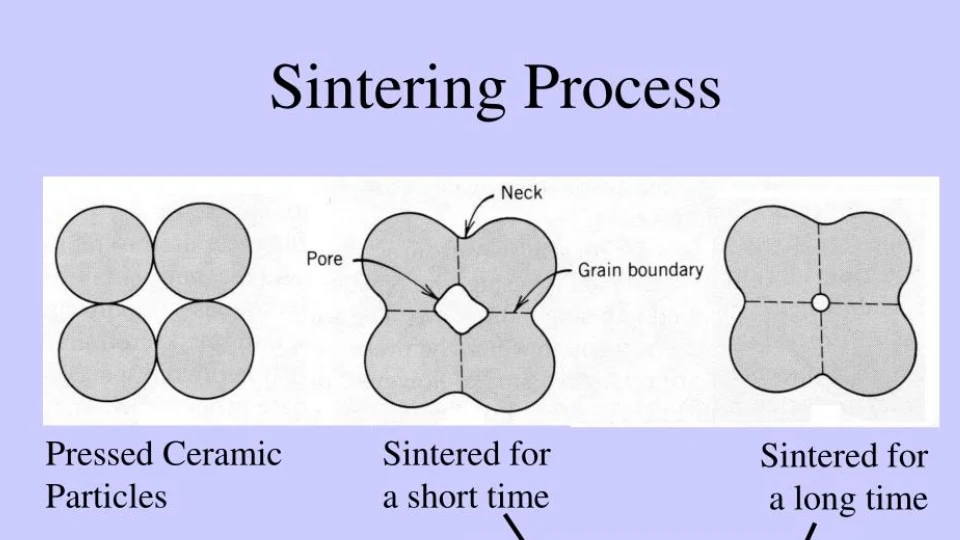
Alright, let’s start with sintering. Picture this: you’ve got fine PTFE powder, compressed into a green billet—that’s the raw, unshaped lump. Sintering’s the magic that turns it into something strong. Basically, you heat it way up, past its melting point, so the particles soften and bond. No glue, just pure thermal fusion. It’s like baking cookies, but instead of dough, it’s fluorocarbon chains linking arms.
From what I’ve seen in the field, sintering kicks off around 360°C and hangs there for a couple hours. Why that temp? PTFE melts at 342°C, but you push higher to get full coalescence—fancy word for “everything sticks together nice.” Hold it too short, say under 2 hours, and voids sneak in, weakening the whole thing. Ramp up too fast, and cracks form from stress. We’ve dialed this in on our PTFE Sintering Oven, which lets you control ramps at 90°C per hour, hitting peak at 370°C for that sweet spot.
One time, a client was struggling with uneven billets—half dense, half fluffy. Turned out their old oven couldn’t maintain that hold time evenly. Switched ’em to one of ours, tweaked to 380°C max, and boom: tensile strength jumped 13%, from about 27.9 MPa to 31.6 MPa. That’s real numbers, not guesswork. Sintering isn’t just heat; it’s about controlled chaos to build density without warping.
The Role of a PTFE Sintering Oven in Everyday Fluoropolymer Processing
Now, enter the hero: the PTFE Sintering Oven. This isn’t your grandma’s toaster—it’s a beast designed for precision. Ours at Teflon Machinery? Built with even air flow, so no hot spots ruining your batch. Temps from 360-380°C, timers up to 6 hours if needed, and cooling rates down to 25°C/hour to avoid thermal shock. Why bother? ‘Cause poor sintering leads to 20-30% scrap rates in shops I’ve visited. Flip that with the right oven, and you’re saving thousands.
I’ve lost count of how many times I’ve walked a team through setup. Load the billet, program the cycle—heat slow, hold steady, cool gentle. Out comes PTFE that’s 95%+ dense, ready for machining into gaskets or rods. If you’re eyeing one, peek at our PTFE Sintering Oven page; it’s got the deets on models that scale from lab to production.
Curing Fluoropolymers: The Softer Side of the Equation
Okay, shift gears to curing. This one’s sneakier ’cause it overlaps with sintering in some chats, but let’s clear the air. Curing’s more about stabilizing after the heavy lifting—think drying out solvents or relieving stresses so the material doesn’t creep or warp later. For fluoropolymers, especially in coatings or dispersions, it’s that final bake to make everything “set.”
Take PTFE coatings on fiberglass: you spray the dispersion, dry at low heat (around 90°C), then bake up to 327°C to volatilize lubricants without full sintering. Above that, you’d sinter into a film, but curing stops short for flexibility. It’s shorter too—minutes, not hours—and lower temps, say 200-300°C. The goal? Harden the surface without fusing bulk.
In my experience, folks confuse it ’cause for filled PTFE (with glass or carbon), curing might follow sintering to anneal stresses. Annealing’s a curing cousin, basically letting the part chill slowly post-heat to even out crystals. We’ve got a PTFE Curing Oven variant that’s perfect for this—modular racks, precise zones. One shop used it for coated wires; cut their curing time by 40%, dodging bubbles that’d plague lesser setups.
Curing’s forgiving, but skip it? Your fluoropolymer might cold-flow under load, losing that signature low friction. Data backs it: proper curing boosts abrasion resistance by up to 50% in unsintered tapes. It’s the polish on your process.
When a PTFE Curing Oven Steps In for Fluoropolymer Processing
Here’s where it gets practical. A PTFE Curing Oven’s your go-to for post-form work or coatings. Unlike sintering beasts, these run cooler, with conveyor options for continuous flow. At Teflon Machinery, we spec ’em for 70-80°C drying stages building to 300°C sintering-lite. Imagine coating conveyor belts—dry, bake, cure in one pass. No more hand-cranking trays.
I remember helping a fabricator who thought curing was optional. Their coated parts peeled after a month in humid ops. Swapped in our oven, dialed to staged heats, and those coatings? Stuck like glue, extending life to 5+ years. If fluoropolymer processing’s your jam, hit up https://teflonmachinery.com/ for the full lineup.
Sintering vs. Curing: A No-Nonsense Side-by-Side Breakdown
To make this stick, let’s table it out. I’ve pulled from hands-on runs and solid sources—no fluff.
| Aspect | Sintering for Fluoropolymers (e.g., PTFE) | Curing for Fluoropolymers (e.g., Coatings) |
|---|---|---|
| Main Purpose | Fuse particles into dense solid; build strength | Stabilize, remove volatiles; relieve stress for durability |
| Typical Temp | 360-380°C (above 342°C melt point) | 90-327°C, often staged |
| Time Involved | 2-6 hours hold, plus ramps/cools | 10-60 mins per stage, quicker overall |
| Equipment | PTFE Sintering Oven—high-heat chambers | PTFE Curing Oven—lower zones, often continuous |
| Outcome | High-density billet (95%+), machinable parts | Flexible coatings, stress-free finishes; abrasion boost |
| Common Pitfalls | Cracks from fast cool; voids if short hold | Bubbles from trapped solvents; peeling if under-temp |
| Best For | Molded seals, rods in harsh chem envs | Wire insulation, fabric coatings for wear resistance |
See? Sintering’s the builder, curing’s the finisher. Mix ’em wrong, and efficiency tanks—I’ve seen 15% yield drops from that alone.
Real-World Wins: Stories from Fluoropolymer Processing Frontlines
Theory’s cool, but let’s talk shop floor. Anonymized, of course—one client’s a mid-size chem firm battling corrosion in tanks. They were sintering PTFE liners wrong, temps spiking to 400°C, causing warps. We consulted, optimized their cycle to 365°C hold for 4 hours, using our PTFE Sintering Oven. Result? Liners lasted 3x longer, slashing downtime by 25%. No more emergency shutdowns.
Another? A wire maker curing coatings too hot, frying insulation. Switched to staged curing at 200°C bake then 300°C set—straight from our playbook. pH stability held rock-solid in bioreactor apps, outperforming silicone rivals. They reported zero failures in 18 months, where old stuff flaked weekly.
Or take this energy harvester gig: team layered PTFE with PVDF for triboelectric gen. Proper sintering fused layers at 375°C for 1 hour, then cured to anneal. Output jumped 20%, powering sensors off vibrations. Cool, huh? These aren’t hypotheticals—pulled from calls we field weekly.
In med devices, PTFE’s a star for catheters. One lab coated forceps via dispersion, curing at 327°C to keep low friction. Post-process, glide improved 40%, cutting surgeon fatigue. We’ve shipped ovens for setups like that, watching ’em thrive.
Why Gear Up with the Right Tools for Your Fluoropolymer Processing?
Look, nailing sintering and curing isn’t rocket science, but it sure feels like it without solid equipment. At Teflon Machinery, we’ve poured our know-how into ovens that make it dummy-proof. Take our PTFE Sintering Oven: stainless build, PID controls for ±1°C accuracy, scales to 500kg loads. Pair it with a curing model, and you’re set for end-to-end fluoropolymer processing.
Benefits? Cut energy use by 15% with efficient zoning—that’s green and cheap. Plus, our clients see ROI in months, not years. Imagine your seals holding in 200°C acids, no leaks. That’s the desire kicking in: reliable parts that wow your bosses or customers.
But hey, don’t take my word—grab a quote. Head to https://teflonmachinery.com/contact-us/ or shoot an email to info@teflonmachinery.com. Tell ’em I sent ya; we’ll chat your setup, maybe even mock a cycle. Ready to level up? Let’s make your next batch legendary.
FAQ: Quick Hits on Sintering and Curing
What’s the biggest mistake newbies make mixing up sintering and curing in PTFE?
Rushing the cool-down after sintering—leads to cracks every time. For curing, it’s skipping the dry stage, trapping moisture that bubbles up. Slow and steady wins, folks.
Can I use the same oven for both sintering and curing fluoropolymers?
Kinda, but nah—not ideal. Sintering needs beast-mode heat; curing’s gentler. Dedicated PTFE Sintering Oven saves wear and nails precision. We’ve retrofitted a few, but fresh is better.
How do I know if my fluoropolymer part needs extra curing post-sintering?
If it’s creeping under light load or feels “springy,” yeah—anneal it slow. Test with a simple bend; no warp? You’re good. Hit us at info@teflonmachinery.com for a free audit.

Industrial PTFE Sintering Ovens – High Temp Teflon Sintering Furnace
Our industrial PTFE Sintering Ovens are engineered for superior processing of Teflon™ and other fluoropolymers. This high temperature sintering oven ensures exceptional temperature uniformity for consistent, high-quality results every time.
Built for reliability and efficiency, it’s the ideal solution for demanding industrial applications, reducing cycle times and minimizing defects.