



¿Alguna vez ha entrado en su taller y ha visto un lote de varillas de PTFE que parecían más pretzels retorcidos que material de precisión? Sí, lo he visto. Recuerdo la primera vez que me pasó, hace años, cuando estaba inmerso en la instalación de una línea para una pequeña empresa que fabricaba tubos para equipos médicos. Toda la producción fue desechada y perdimos un día tratando de averiguar por qué la sinterización no se mantenía estable. Resultó que todo se debía a la configuración del horno, pero nadie lo había explicado claramente. Por eso estoy escribiendo esto. Si produces varillas, láminas o tubos de PTFE, necesitas hornos de sinterización que no solo funcionen, sino que te faciliten la vida. Estamos hablando de hornos de sinterización para varillas, láminas y tubos de PTFE que convierten las preformas en bruto en formas resistentes y fiables sin dolores de cabeza.
No soy ajeno a este trabajo. Durante más de 15 años jugando con equipos de PTFE en lugares como Teflon Machinery, he visto configuraciones que brillan y otras que fracasan estrepitosamente. ¿Esta guía? Está sacada de esas trincheras: ajustes reales, mitos desmentidos y el tipo de consejos que te ahorran dinero y tiempo. Repasaremos los conceptos básicos, el proceso en detalle, cómo elegir el horno adecuado, cómo evitar errores tontos e incluso algunas historias del campo (con nombres ficticios, por supuesto). Al final, tendrás un camino claro para ajustar tu producción. Y si te convence, ponte en contacto con nosotros. Maquinaria de teflón—tenemos Hornos de sinterización de PTFE diseñado precisamente para eso.
Vamos a ello. Sin florituras, solo cosas que se quedan.

¿Qué son exactamente los hornos de sinterización para varillas, láminas y tubos de PTFE, y por qué son necesarios?
Imagínate esto: tienes tu polvo de PTFE empaquetado en moldes, extruido con pistón o prensado en láminas. Mantiene la forma, pero es poroso, como una esponja. Para convertirlo en las barras, láminas o tubos sólidos que demandan sus clientes, materiales que resisten los productos químicos y el calor, hay que sinterizarlo. Ahí es donde entran en juego los hornos de sinterización para barras, láminas y tubos de PTFE. Estos aparatos calientan las preformas a la temperatura adecuada, fusionando las partículas sin derretir todo el conjunto y convertirlo en una masa viscosa.
¿Por qué es importante? Bueno, el PTFE es ideal para formas estándar porque es antiadherente, muy resistente a la abrasión y funciona sin problemas entre -200 °C y 260 °C. Pero si se omite la sinterización adecuada, las varillas se deforman, las láminas se agrietan o los tubos tienen fugas bajo presión. El mercado mundial del PTFE está en auge, alcanzando un volumen de aproximadamente 225 kilotoneladas solo este año, según los informes de Mordor Intelligence, y una parte importante de ese volumen corresponde a formas estándar como las suyas. Las fábricas que las producen necesitan hornos que estén a la altura, o de lo contrario se está perdiendo dinero.
Desde mis días en la planta, he aprendido que la sinterización no es ciencia espacial, pero lo parece si el horno no funciona bien. Uno bueno controla las rampas de temperatura de forma lenta y uniforme, alcanza el punto óptimo entre 360 y 380 °C (según las guías de procesamiento de Chemours; no suba más o degradará el polímero) y se enfría sin provocar choques térmicos en el material. No estamos hablando de una caja térmica genérica, sino de hornos diseñados específicamente para las peculiaridades del PTFE, como su alto punto de fusión de 342 °C, en el que se vuelve gelatinoso antes de solidificarse.
Si está pasando de prensas de nivel aficionado a tiradas completas, invertir en hornos de sinterización específicos para varillas, láminas y tubos de PTFE le saldrá rentable rápidamente. Reducen los tiempos de ciclo, aumentan las tasas de rendimiento hasta 95% o más, y le permiten ajustarlos para diferentes diámetros, por ejemplo, tubos capilares de 5 mm frente a varillas de 100 mm.
Desglose de las formas estándar del PTFE: varillas, láminas y tubos en el mundo real
Antes de ponernos a hablar de hornos, hablemos de formas. Las barras son tus caballos de batalla: bestias cilíndricas que se usan para bujes, sellos o piezas mecanizadas en bombas. ¿Láminas? Placas planas para juntas, revestimientos o para cortar en trozos personalizados. Los tubos manejan fluidos como profesionales, apareciendo en laboratorios, líneas farmacéuticas o incluso en sistemas de combustible aeroespaciales.
Cada uno tiene sus propios inconvenientes durante la sinterización. Las varillas se comban si no están apoyadas, las láminas se curvan por los bordes y los tubos se deforman por la gravedad. Por eso es importante la configuración del horno: las rejillas, el flujo de aire e incluso la forma de cargarlo.
Tome las varillas: primero extruyéndolas mediante métodos de pistón, luego sinterizándolas verticalmente para combatir la gravedad. Las láminas se comprimen en moldes, luego se sinterizan horizontalmente con pesos para mantenerlas planas. ¿Tubos? A menudo se extruyen con lubricantes, luego se hornean lentamente para quemar los volátiles antes de la sinterización completa.
Las estadísticas del sector lo confirman: solo el mercado de las varillas de PTFE prevé un crecimiento constante, que formará parte de ese pastel de $2.800 millones en 2024, según MarketsandMarkets. Pero aquí está el problema: una sinterización deficiente merma los beneficios. He visto talleres desperdiciar entre un 20 y un 30% en rechazos porque su horno no podía manejar las variaciones entre lotes.
En Teflon Machinery, nuestro Hornos de sinterización de PTFE Están diseñados con bastidores modulares para los tres: varillas en pasadores, láminas en bandejas y tubos en mandriles. No es palabrería, es el resultado de haber realizado miles de ciclos nosotros mismos.
Lo esencial sobre la sinterización: paso a paso para obtener resultados espectaculares
Muy bien, arremanguémonos y veámoslo paso a paso. La sinterización del PTFE no es algo sencillo, pero una vez que dominas la secuencia, funciona como un reloj.
Paso 1: Prepare sus preformas
Comience con piezas limpias y secas. ¿Hay aceite o polvo? Despídase de la uniformidad. Para varillas y tubos, colóquelos en posición vertical en los soportes. Las láminas deben colocarse en posición horizontal, quizá sujetándolas con alfileres en las esquinas.
Consejo profesional desde la práctica: Precalienta el horno a 100-150 °C durante una hora. Elimina la humedad sin esfuerzo. Una vez me salté este paso y terminé con burbujas como las de un refresco en mal estado.
Paso 2: Rampa para fundir
Aumente lentamente la temperatura (entre 2 y 5 °C por minuto) hasta alcanzar los 327 °C, el punto de fusión del PTFE. En este punto, se ablanda, pero aún no fluye. Mantenga la temperatura durante 30-60 minutos. Esto hace que las partículas se gelifiquen y se unan entre sí.
Dato: Estudios del Instituto Nacional de Salud establecen que la velocidad óptima es inferior a 5 °C/min para evitar grietas. Si se apresura, las láminas se deslaminarán.
Paso 3: Sinterización completa a temperatura máxima
Aumente la temperatura a 360-380 °C y manténgala durante 2-6 horas, dependiendo del grosor. Las varillas más gruesas (más de 50 mm) necesitan más tiempo, por ejemplo, 4 horas a 370 °C. El flujo de aire es clave, ya que el calor estancado calienta los tubos de forma desigual.
Según la guía de procesamiento de Inoflon, esa es la zona ideal: lo suficientemente caliente como para fundirse, lo suficientemente fría como para no descomponerse.
Paso 4: Enfriamiento controlado
Deje que la temperatura descienda a una velocidad de entre 20 y 50 °C/hora hasta alcanzar la temperatura ambiente. ¿Demasiado rápido? La cristalinidad aumenta, lo que lo hace quebradizo. Intente alcanzar una velocidad de 25 °C/hora, como en las pruebas del NIH con mezclas ricas en aluminio, pero aplicable en este caso.
¿Ciclo completo? De 8 a 12 horas por lote. Pero con los hornos inteligentes, se pueden solapar las cargas para obtener un funcionamiento casi continuo.
| Paso | Rango de temperatura (°C) | Tiempo | Aspectos clave a tener en cuenta | Consejo específico para cada forma |
|---|---|---|---|---|
| Preparación/Precalentamiento | 100-150 | 1 hora | Trampas de humedad | Barras: Carga vertical para evitar la flexión. |
| Rampa para fundir | Hasta 327 | 30-60 minutos de espera | Ablandamiento desigual | Sábanas: Peso ligero en los bordes. |
| Sinterización completa | 360-380 | 2-6 horas | Degradación por sobrecalentamiento | Tubos: Soporte del mandril contra la ovalización |
| Enfriamiento | Hasta RT | 4-8 horas | Grietas por choque térmico | Todos: Flujo de aire uniforme, sin corrientes. |
Esta tabla es una guía rápida: imprímela y pégala junto al horno. Me ha salvado el pellejo más veces de las que puedo contar.
Elección de su horno de sinterización: ¿cuál se adapta mejor a su configuración?
No todos los hornos son iguales. Usted busca hornos de sinterización para varillas, láminas y tubos de PTFE que se adapten a su volumen y especificaciones. ¿De tipo discontinuo para tiradas pequeñas? ¿De túnel continuo para un alto rendimiento?
Por experiencia, empieza por la capacidad. Un horno con una carga de 500 kg es adecuado para tiendas de tamaño medio; opta por uno más grande para operaciones 24/7.
Características principales:
- Control de temperatura: Sistemas PID con una precisión de ±2 °C. Si la precisión es menor, la densidad de las varillas variará.
- Circulación del aire: Ventiladores forzados para un calor uniforme. ¿Ventiladores estáticos? Puntos calientes por doquier.
- Consejos de seguridad: Apagado por sobrecalentamiento, opciones de gas inerte si le preocupa la oxidación (el PTFE no soporta temperaturas superiores a 400 °C).
- Inteligencia energética: El aislamiento reduce las facturas: he renovado unidades antiguas y he reducido el consumo eléctrico en 151 TP3T.
Compáralos rápidamente:
| Tipo de horno | Ideal para | Tamaño de la carga | Tiempo de ciclo | Coste aproximado | Inconveniente |
|---|---|---|---|---|---|
| Caja por lotes | Lotes pequeños, I+D | Hasta 200 kg | 10-14 horas | $10k-30k | Tiempo de inactividad entre cargas |
| Torre vertical | Enfoque en varillas/tubos | 300-800 kg | 8-12 horas | $40k-80k | Menos flexible para sábanas |
| Túnel continuo | Gran volumen | Más de 1 tonelada al día | En curso | $100k+ | Golpe frontal, ocupa mucho espacio |
| Híbrido modular | Formas mixtas | 500 kg de media | 6-10 horas | $50k-90k | Curva de aprendizaje sobre swaps |
Maquinaria de teflón Hornos de sinterización de PTFE Híbrido eficiente: un día se cambian los bastidores por varillas y al día siguiente por láminas. Los hemos enviado a empresas de Asia que producen 50 toneladas al mes y nos informan de un tiempo de actividad del 98%.
¿Presupuesto? Ten en cuenta el retorno de la inversión. Un horno sólido se amortiza en 6-12 meses gracias a la reducción de residuos. Ponte en contacto con nosotros en info@teflonmachinery.com para obtener un presupuesto personalizado, sin compromiso.
Cómo evitar los grandes errores: errores comunes en la sinterización del PTFE
Nadie es perfecto, pero algunos errores duelen más que otros. Yo los he cometido todos, así que aprende de mis errores.
En primer lugar, carga desigual. ¿Las varillas están demasiado apretadas? El calor salta de un punto a otro, lo que provoca puntos débiles. Solución: sepárelas entre 2,5 y 5 cm. Vi cómo esto arruinaba una tubería para un cliente del sector de la fluídica: el ovalado convirtió unos orificios precisos en limones.
En segundo lugar, las oscilaciones de temperatura. Los hornos sin buenos controles oscilan como un yoyó, lo que provoca deformaciones. El blog de Gallagher Seals lo explica muy bien: siempre hay que recocer después del mecanizado, pero durante la sinterización, la estabilidad es fundamental. Una tienda a la que asesoré perdió 251 TP3T de rendimiento por este motivo; cambió a unidades calibradas y el problema se solucionó.
En tercer lugar, no ignorar el enfriamiento. Si se apresura, las tensiones internas agrietarán las láminas como si fueran de cristal. Intente alcanzar los 25 °C/h, no es opcional.
¿Y el pandeo? Las varillas de más de 1 m se comban sin soportes. Utilice pasadores o eslingas. Advanced EMC advierte sobre la fluencia en el mecanizado, pero esta comienza en la sinterización si la gravedad gana.
Por último, omitir el mantenimiento. Los ventiladores sucios provocan un flujo deficiente y una sinterización desigual. Límpielos trimestralmente y revise los elementos anualmente. Esto ha reducido a la mitad nuestro tiempo de inactividad en Teflon Machinery.
Detéctelos a tiempo y sus hornos de sinterización para varillas, láminas y tubos de PTFE funcionarán a la perfección.

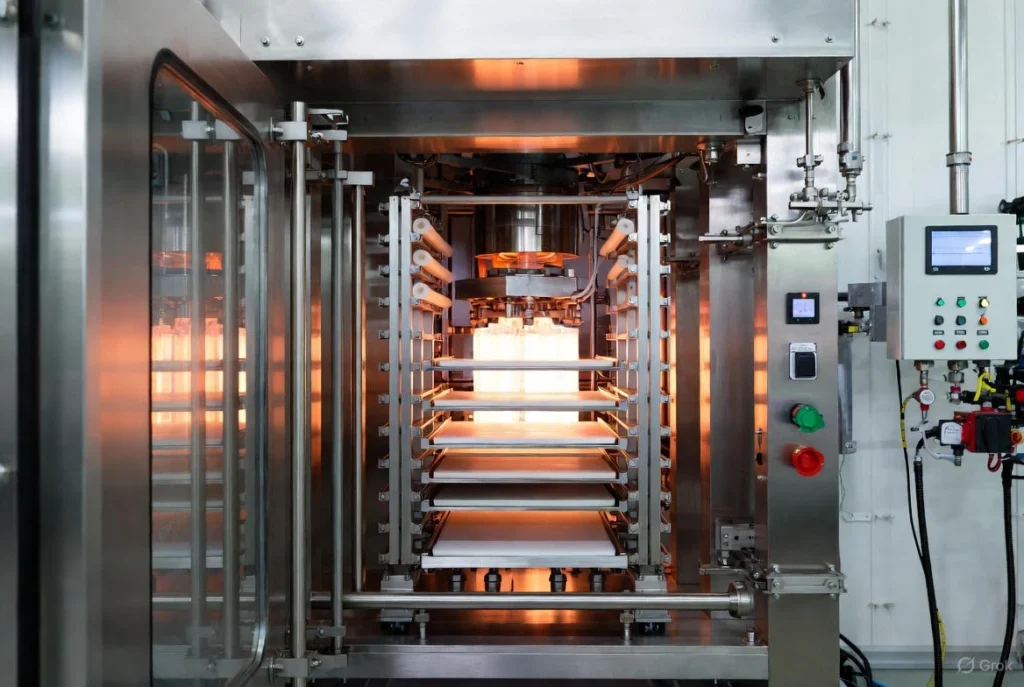
Hornos industriales de sinterización de PTFE – Horno de sinterización de teflón de alta temperatura
Nuestros hornos industriales de sinterización de PTFE están diseñados para un procesamiento superior de Teflon™ y otros fluoropolímeros. Este horno de sinterización de alta temperatura garantiza una uniformidad térmica excepcional para obtener resultados consistentes y de alta calidad en todo momento.
Diseñado para ofrecer fiabilidad y eficiencia, es la solución ideal para aplicaciones industriales exigentes, ya que reduce los tiempos de ciclo y minimiza los defectos.
Historias desde la planta de producción: cómo estos hornos cambiaron las reglas del juego
Hablemos claro con algunas historias, sin nombres, pero créeme, son reales.
Tomemos como ejemplo la “Fábrica A”, un fabricante del Medio Oeste de tubos de PTFE para equipos de laboratorio. Estaban procesando lotes de 200 kg en un horno antiguo y pesado, con 151 TP3T rechazados por curvatura de los bordes. Cambiaron a una unidad de sinterización vertical como la nuestra, con una rampa precisa a 365 °C y una duración de 3 horas. El rendimiento aumentó a 92% y redujeron los ciclos en dos horas. Ahora están pensando en expandirse, todo gracias a que el horno les permitió escalar sin caos.
O la “tienda B” del sur, especializada en varillas para sellos. La deformación las estaba destruyendo: las varillas se doblaban con el calor. Modificamos su configuración: accesorios de mandril, mejor flujo de aire. Tras la instalación, la densidad alcanzó los 2,15 g/cm³ de forma constante (el objetivo del PTFE, según las especificaciones de DuPont). Les ahorramos $15k en desechos solo en el último trimestre.
No son cuentos de hadas. El PTFE se encuentra en todo, desde el aislamiento de cables (Coating Systems lo menciona para el sector aeroespacial) hasta los conjuntos fluídicos (el caso de Adtech sobre tubos transparentes). Tu configuración podría ser la siguiente: envíanos un mensaje a través de nuestro página de contacto para intercambiar ideas.
Mantenga su horno en perfecto estado: mantenimiento importante
La clave es la longevidad. Trate bien su horno de sinterización y durará más que las malas contrataciones.
Diariamente: Limpie los interiores, ya que el polvo de PTFE se acumula y obstruye las rejillas de ventilación.
Semanalmente: Compruebe los termopares. ¿Desviación de 5 °C? Vuelva a calibrar.
Mensualmente: Inspeccione los sellos y las puertas en busca de fugas. El escape de aire caliente significa ineficiencia.
Anual: Servicio completo: elementos, ventiladores, controles. Tenemos guías en nuestro sitio web, pero los profesionales como nuestro equipo de Teflon Machinery lo gestionan a la perfección.
Un detalle que se suele pasar por alto: registra cada ciclo. Controla las temperaturas, los tiempos y los rendimientos. Detecta las tendencias a tiempo, como si tu mantenimiento a 380 °C está provocando descomposición (fíjate si se amarillea).
Con esto, puede esperar más de 10 años de vida útil de una unidad de calidad. Vale la pena cuando la demanda de PTFE aumenta 4,31 TP3T al año.
Conclusión: es hora de mejorar tus conocimientos sobre el PTFE
Hemos cubierto muchos temas, desde por qué los hornos de sinterización para varillas, láminas y tubos de PTFE son su arma secreta, hasta los pasos, las opciones, los escollos y la prueba definitiva. No se trata de alcanzar la perfección, sino de lograr una producción constante y sin complicaciones que haga crecer su negocio.
Imagina que los lotes salen perfectos, los clientes están encantados y tú puedes dormir tranquilo por las noches. Eso es lo que todos deseamos, ¿verdad? Hemos ayudado a docenas de personas a conseguirlo con nuestro equipo.
¿Listo para hacerlo realidad? Pásate por aquí. Maquinaria de teflón Para obtener más detalles, solicitar un presupuesto o simplemente enviar preguntas, diríjase a info@teflonmachinery.com. Nuestro formulario de contacto Es rápido, hablemos de tu configuración. ¿Qué ajuste probarías primero?
Preguntas frecuentes: Información breve sobre hornos de sinterización para PTFE
¿Cuál es la temperatura de sinterización ideal para las varillas de PTFE en comparación con las láminas?
Tanto las varillas como las láminas alcanzan una temperatura de entre 360 y 380 °C, pero es posible que las varillas necesiten mantenerse un poco más de tiempo (entre 3 y 4 horas las más gruesas) para evitar que se comben. ¿Las láminas? Con 2 o 3 horas es suficiente si se les aplica el peso adecuado. Sin embargo, siempre hay que subir la temperatura lentamente.
¿Cómo puedo saber si el flujo de aire de mi horno es el adecuado?
Prueba de soplar una pluma: debe desplazarse uniformemente por toda la cámara. O invierta en anemómetros para profesionales. El flujo desigual es la causa de la mayoría de las deformaciones que he visto.
¿Puedo sinterizar diferentes formas en una sola hornada?
Totalmente, con bastidores modulares. Varillas verticales, láminas horizontales, tubos apoyados. Solo hay que dividir la carga en zonas para evitar la contaminación cruzada con el calor.
¿Cuál es el mayor retorno de la inversión que puedo obtener al actualizar mi horno de sinterización?
Sin duda alguna, la reducción de desechos: de 20% a menos de 5%. Además, los ciclos más rápidos significan un mayor rendimiento. Un cliente duplicó su producción sin necesidad de espacio adicional.