



¿Alguna vez te has quedado mirando el plano de una nueva manguera de PTFE y te has preguntado: “Vale, pero ¿cómo puedo fabricar esto sin que se convierta en un auténtico quebradero de cabeza?” Como alguien que ha pasado demasiadas noches en vela ajustando extrusoras en un taller lleno de máquinas zumbando, lo entiendo perfectamente. Trabajar con PTFE no es como juntar unas piezas básicas de plástico: es delicado, requiere precisión y elegir el proceso equivocado puede significar desechar todo un lote. Ahí es donde entran en juego la extrusión por empuje y la extrusión por pasta, dos pesos pesados en el Proceso de extrusión de mangueras de PTFE.
Hablo desde las trincheras de Teflon Machinery, donde hemos fabricado kilómetros de estas mangueras para clientes de los sectores automovilístico, médico y químico. A lo largo de los años, he visto a ingenieros devanarse los sesos sobre si optar por una configuración de pistón para tiradas continuas y robustas o por pasta para aquellas líneas superfinas y flexibles. Hoy, vamos a analizarlo como si estuviéramos tomando un café y haciendo bocetos en una servilleta: sin florituras, solo lo que importa para su próximo proyecto. Al final, sabrá cuál es la mejor opción para su configuración y tal vez incluso encuentre la manera de hablar con nosotros para ponerla en práctica.
¿Qué hace funcionar a la extrusora Ram? Una mirada más cercana a la extrusora Ram
Bien, imagínate esto: estás trabajando con un trozo sólido de PTFE, no con un polvo desordenado. Eso es, en pocas palabras, la extrusión por empuje. El Extrusora Ram—nuestro modelo de referencia aquí en Teflon Machinery—toma ese lingote preformado y lo empuja a través de una matriz calentada con un gran pistón. Es como pasar masa por una máquina de hacer pasta, pero a mucha más temperatura y bajo una gran presión.
¿La ventaja? Es continuo. Se carga la palanquilla, se calienta hasta unos 350-400 °C en el cilindro y sale un flujo constante de tubos. No hay que parar para hacer lotes, lo cual es una bendición si se buscan longitudes mayores, como varillas o tubos de hasta 10 metros fácilmente, con diámetros desde 5 mm hasta 200 mm o más. Lo hemos utilizado para mangueras industriales que deben soportar productos químicos agresivos sin pestañear, y ¿el resultado? Impresionante. Según las estadísticas del sector, las configuraciones de pistón pueden alcanzar tasas de producción de 10-20 kg/hora para tubos de tamaño medio, mucho más rápido que los métodos por lotes.
Pero no todo es coser y cantar. El grosor de la pared puede quedar un poco irregular si el lingote no es perfecto, quizá con una variación de 0,5 mm en una pared de 2 mm, lo que puede ser un problema si la precisión es lo tuyo. ¿Y la sinterización? Es el horneado posterior a la extrusión a 380 °C para fusionarlo todo, fijando esa legendaria propiedad antiadherente del PTFE. Por mi experiencia con estos productos, diría que son ideales para aplicaciones estructurales en las que se necesita resistencia más que flexibilidad. Una vez, tuvimos un cliente del sector del petróleo y el gas que necesitaba revestimientos de pared gruesa para tuberías expuestas a corrosivos a 200 °C. Ram lo clavó: cero fallos después de un año en el campo.
Extrusión de pasta al descubierto: por qué la extrusora de pasta destaca en tareas complicadas
Ahora, cambia el guion para pegar la extrusión. Esto se parece más a mezclar masa para galletas antes de hornearla: coge polvo fino de PTFE, mézclalo con lubricante 15-20% (normalmente nafta o algo similar) y pásalo por un molde frío. Nuestro Extrusora de pasta de PTFE En Teflon Machinery, la maquinaria es vertical para facilitar la gravedad, lo que reduce los huecos y mantiene la uniformidad.
¿Por qué vertical? La gravedad ayuda a compactar la pasta de manera uniforme, reduciendo el hinchamiento del troquel, esa molesta expansión que se produce al salir. Las temperaturas se mantienen bajas durante la extrusión, alrededor de la temperatura ambiente, y luego se estira y se sinteriza más tarde. ¿El resultado? Paredes superfinas, de hasta 0,1 mm, perfectas para mangueras flexibles en catéteres o aislamiento de cables. Sin embargo, la producción es por lotes, tal vez de 5 a 10 kg por ciclo, y las longitudes alcanzan un máximo de 50 a 100 m antes de tener que reiniciar. ¿Pero la flexibilidad? Es extraordinaria. Estos tubos se doblan sin retorcerse y la superficie es más lisa, con menor porosidad para un mejor flujo de fluidos.
He perdido la cuenta de cuántos equipos de I+D hemos ayudado a cambiar a la pasta para prototipos médicos. Es tolerante con los ajustes de materiales, como añadir rellenos para la conductividad sin estropear el flujo. ¿La desventaja? Ese lubricante tiene que evaporarse perfectamente, o se forman burbujas. Si se estropea, el rendimiento cae un 20%. Aun así, para aplicaciones que requieren tolerancias a nivel micrométrico, es insuperable.
Cara a cara: extrusión por empuje frente a extrusión por pasta: análisis detallado
Entonces, ¿cuál es “mejor”? Depende de tu problema: ¿rendimiento o precisión? Vamos a presentarlo en una tabla, porque ¿quién tiene tiempo para leer un montón de texto? Esto se ha extraído de pruebas prácticas que hemos realizado y se ha contrastado con fuentes fiables.
| Aspecto | Extrusión por pistón (extrusora por pistón) | Extrusión de pasta (Extrusora de pasta) |
|---|---|---|
| Forma material | Palanquilla sólida, PTFE preformado | Polvo fino + pasta lubricante |
| Espesor de pared | 1-10 mm (las paredes más gruesas brillan) | 0,1-3 mm (reglas finas y flexibles) |
| Tasa de producción | Continuo, 10-50 kg/h para diámetros grandes. | Lote, 5-15 kg/tirada, más lento en general |
| Capacidad de longitud | Hasta más de 10 m continuos | 50-100 m por lote, pero es posible realizar uniones sin juntas. |
| Ventajas | Alto volumen, rentable para grandes cantidades; mecánica resistente. | Paredes uniformes, alta flexibilidad; ideal para rellenos. |
| Contras | Posible variación en las paredes; flexibilidad limitada. | Riesgos de eliminación del lubricante; menor rendimiento. |
| Ideal para | Tuberías industriales, revestimientos químicos | Tubos médicos, aislamiento eléctrico |
| Consumo energético | Más alto (barril calentado) | Más bajo (proceso en frío), pero la sinterización lo aumenta. |
¿Ve cómo el ram gana en velocidad, pero el paste gana en delicadeza? El mercado mundial del PTFE está en auge: alcanzará los $2.800 millones en 2024 y se prevé que alcance los $3.500 millones en 2029, con una tasa compuesta de crecimiento anual del 4,3%, debido principalmente a que la demanda de estas mangueras en los vehículos eléctricos y la biotecnología es enorme. Si está creando un prototipo de manguera para conductos de combustible de alta presión, el ram es su mejor aliado para realizar iteraciones rápidas. Pero, ¿y para ese catéter serpenteante? La pasta es la mejor opción.
En cuanto al consumo energético, la pasta puede ahorrar entre 20 y 301 TP3T de potencia inicial, pero si se tiene en cuenta el secado del lubricante, el resultado es similar. ¿Propiedades del material? Ambos ofrecen las ventajas principales del PTFE (resistencia química hasta 260 °C, bajo coeficiente de fricción de 0,05-0,10), pero los tubos de pistón suelen tener una mayor resistencia a la tracción (25-35 MPa) para soportar cargas, mientras que la pasta ofrece una mejor elongación (300-500%) para aplicaciones flexibles.
Éxitos en el mundo real: historias desde la planta de producción
No hay nada mejor que escuchar cómo funciona esto en la práctica. Tomemos como ejemplo a un cliente anónimo, una empresa mediana dedicada al procesamiento químico. Estaban ampliando su capacidad para mangueras de transferencia de ácido, de 50 mm de diámetro, y necesitaban 5 km al mes. Extrusión por empuje a través de nuestro Extrusora de pistón de PTFE Redujeron su tiempo de entrega de 4 semanas a 10 días, sin fugas en las pruebas de estrés a 150 psi. El rendimiento aumentó 15% y ahorraron mucho en desechos. Ajustamos el ángulo del troquel a 12° para lograr un flujo uniforme: un pequeño cambio con grandes beneficios.
Luego está la startup de dispositivos médicos. Mangueras de pared delgada, con un diámetro interior de 1 mm para endoscopia, que debían ser resistentes a las torceduras en curvas de menos de 10°. La extrusión por pasta fue la solución; nuestra vertical... Extrusora de pasta de PTFE Deja que añadan un relleno biocompatible sin obstrucciones. Primera prueba: índice de aprobación de 98% en especificaciones de flexibilidad. Alcanzaron los ensayos de la FDA tres meses antes de lo previsto. ¿O ese proveedor automovilístico? Cambió los tubos RAM importados por pasta local para el cableado de los sensores, lo que redujo los costes en 25% y aumentó la rigidez dieléctrica a 20 kV/mm.
No son casos seleccionados al azar, sino ajustes que realizamos semanalmente. En ingeniería, se trata de adaptar el proceso al punto débil: memoria RAM para máquinas de gran volumen, pasta para bailarines de precisión.
Cuándo apretar el gatillo: elegir la trayectoria de extrusión
De acuerdo, estás asintiendo con la cabeza, pero ¿cómo decides qué tu ¿Qué hay de eso? Empecemos por las especificaciones: ¿Pared inferior a 2 mm? Pasta. ¿Necesitas más de 100 m? Ram. ¿Presupuesto ajustado? Ram es más barato por metro a largo plazo, especialmente a gran escala. Y no te olvides de los híbridos: algunas configuraciones combinan ambos para mangueras multicapa.
Por experiencia, realice pruebas a pequeña escala. Cree un prototipo de 10 m en cada uno, mida las tolerancias con un micrómetro (el objetivo es una variación inferior a 0,05 mm) y realice pruebas de ráfagas según la norma ASTM D1599. Si se trata de exposición química, compruebe las tasas de permeabilidad: el PTFE tiene una tasa de 0,01 g/m²/día para la mayoría de los ácidos, pero el proceso la afecta ligeramente.
El mercado de tubos extruidos de PTFE crecerá entre un 5 % y un 61 % anual hasta 2030, impulsado por las mangueras de energía verde. Si te dedicas a la I+D, la pasta te permite experimentar con nanotubos de carbono para obtener conductividad sin fundirlos. ¿Ram? Perfecto para ampliar esos logros.
¿Atascado? Dale duro. teflonmachinery.com Para una consulta gratuita, disponemos de un software de simulación para modelar su flujo antes de que realice la compra. O envíenos un mensaje a info@teflonmachinery.com; calcularemos el presupuesto más rápido de lo que tarda en decir “ciclo de sinterización”.”
Preguntas frecuentes: Resumen rápido sobre Ram frente a extrusión por pasta
¿Cuál es el mayor problema al cambiar de extrusión de RAM a extrusión de pasta a mitad de un proyecto?
Tío, es la reformulación: los lingotes de ram están secos, la pasta necesita esa mezcla lubricante ajustada a la perfección, o la viscosidad se vuelve loca. Hemos visto caídas en el rendimiento del 10% debido a proporciones incorrectas, pero un rápido ajuste en el laboratorio lo soluciona. Consejo profesional: empieza con lubricante 18% para PTFE estándar.
¿Puedo utilizar una extrusora Ram para mangueras médicas finas, o es imprescindible utilizar una extrusora Paste?
Tú podría, pero ¿por qué luchar contra ello? El RAM tiene dificultades con paredes de menos de 1 mm, ya que se ondula. La presión fría de la pasta lo mantiene recto y flexible. Para productos médicos, normativas como la ISO 10993 exigen esa uniformidad; hemos certificado docenas de productos de esa manera.
¿Cómo afecta el proceso de extrusión de mangueras de PTFE a los costes totales?
Por adelantado, el ram es más barato, con un precio de $0,50-1/m para productos a granel y $1-2/m para productos especiales. Pero hay que tener en cuenta la mano de obra: el ram no requiere intervención, mientras que la pasta necesita supervisión. A largo plazo, el ram gana por su gran volumen; hemos reducido las facturas de los clientes en 30% gracias a la optimización.
¿Algún consejo para solucionar los huecos en la extrusión de pasta?
Sí, las bolsas de aire tienden a acumularse en la preforma. Desgasifique el polvo 24 horas antes de la mezcla y utilice un alimentador vibratorio. Un cliente redujo los huecos en 40% de esa manera, lo que supuso un cambio revolucionario para las mangueras sin fugas.
Mira, en Teflon Machinery llevamos años metidos de lleno en esto, convirtiendo bocetos hipotéticos en líneas de producción. Si esto te da ideas para tu próximo diseño de manguera, pásate por nuestra página de contacto y hablemos de negocios. Los presupuestos son gratuitos, los consejos son mejores y, quién sabe, quizá puedan salvar su proyecto de un costoso desvío. ¿Cuál es su mayor problema de extrusión en este momento?

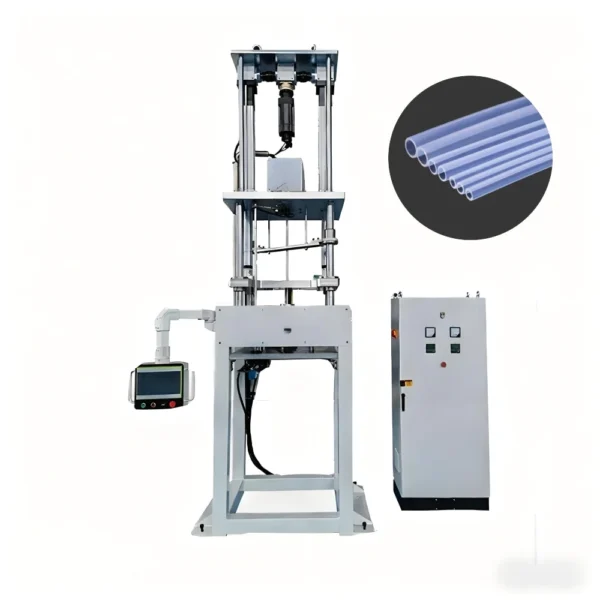
PTFE/Teflon Vertical Ram Extruder for Tubes/Pipes
Descubra la avanzada extrusora vertical de pistón de PTFE, diseñada para la producción precisa de varillas y tubos de PTFE de alta calidad. Esta extrusora automática de pistón garantiza una eficiencia de extrusión superior, reduciendo el consumo de energía y ofreciendo resultados consistentes en aplicaciones industriales exigentes.
Ideal para la fabricación de juntas, empaquetaduras y aislantes eléctricos, nuestra extrusora hidráulica maneja con facilidad PTFE virgen y compuestos rellenos. Disfrute de una estabilidad y un rendimiento inigualables en la extrusión de varillas de PTFE, minimizando el tiempo de inactividad y maximizando la productividad de sus operaciones. Con un innovador diseño vertical, elimina la tensión sobre el material sin sinterizar, lo que la hace perfecta para clientes B2B que buscan soluciones fiables de extrusión de tubos de PTFE.
Extrusora vertical de alta precisión para pasta de PTFE – Tubos médicos
Fabrique tubos de grado médico ultraprecisos con nuestra extrusora vertical de alta precisión para pasta de PTFE. Esta extrusora automática garantiza una precisión dimensional y una consistencia excepcionales para catéteres y otras aplicaciones médicas críticas. Nuestra extrusora hidráulica para pasta de PTFE ofrece un funcionamiento fiable y continuo para obtener resultados superiores.