



Si alguna vez ha sacado una preforma del molde y ha visto que un lado es tan denso como un ladrillo, mientras que el otro parece que apenas ha recibido presión, sabrá exactamente lo frustrante que puede ser la preformación de PTFE. Yo he pasado por eso: mirando fijamente lingotes agrietados, polvo desperdiciado y un calendario de producción que de repente se ha retrasado dos días. Después de 18 años dirigiendo líneas de compresión de PTFE y ayudando a docenas de fábricas a solucionar el mismo problema, he aprendido que el 95 % de los problemas de densidad comienzan mucho antes de que el pistón toque el polvo. Comienzan con el comportamiento del polvo de PTFE en la tolva y la zapata.
Vamos a solucionarlo hoy mismo: nada de tonterías, solo cosas que realmente funcionan en la planta de producción.
¿Por qué el polvo de PTFE actúa como un niño pequeño que ha tomado azúcar?
El polvo de PTFE no es como la mayoría de los polvos termoplásticos. Es súper hidrófobo, casi no absorbe humedad (normalmente <0,01 %) y las partículas tienden a adherirse entre sí debido a la electricidad estática y a su baja energía superficial. ¿El resultado? Puentes, agujeros, inundaciones y variaciones de densidad que pueden oscilar ±15 % de una preforma a otra si no se tiene cuidado.
Los datos reales de los antiguos boletines técnicos de Teflon® de DuPont (que siguen siendo la biblia para muchos de nosotros) muestran que la resina de PTFE de corte fino y flujo libre suele tener una densidad aparente de entre 450 y 550 g/l sin tratar, pero una vez que se empieza a mover a través de tolvas y alimentadores, esa cifra puede descender entre 20 y 30 % solo por una mala manipulación.
Conseguir que el polvo fluya como debe
1. La distribución del tamaño de las partículas lo es todo.
La mayoría de las fábricas solo miran el “tamaño medio de las partículas” en el certificado de análisis y dan el tema por zanjado. Error. Lo que impide el flujo es la fracción de partículas finas (<50 μm). Demasiadas partículas finas = compactación como arena húmeda. Muy pocas = el polvo fluye tan rápido que inunda la matriz.
Una regla rápida que he utilizado siempre:
- Para palanquillas de menos de 200 mm de diámetro → objetivo de 20-30 finos %
- Para palanquillas grandes de más de 400 mm → bajar a 12-18 finos %
Una vez cambiamos a un cliente de Jiangsu de una resina china con 42 % finos a un grado Daikin Polyflon con 24 %. El tiempo de flujo del polvo (ASTM D1895) pasó de 48 segundos a 19 segundos, y la variación de la densidad de la preforma se redujo de 9,8 % a 2,1 %. La misma máquina de preformado de PTFE, el mismo operador, solo que con mejores especificaciones del polvo.
2. Acondicionamiento del polvo (el paso que todo el mundo se salta)
El polvo de PTFE fresco recién sacado del bidón suele estar compactado y lleno de electricidad estática. Esta es la rutina que me salvó la cordura:
- Mezclar durante un mínimo de 20 minutos en una mezcladora de doble cono o en V.
- Condiciones de temperatura entre 23 y 27 °C (por encima de 19 °C, transición para evitar cambios de cristalinidad).
- Control de humedad relativa <30 % (sí, aunque sea hidrófobo, la humedad afecta a la electricidad estática en las superficies metálicas).
Consejo profesional: añada 0,02-0,05 % de agente fluidificante de sílice si su cliente lo permite. Reduce el ángulo de reposo de ~45° a ~32° al instante.
Densidad aparente frente a densidad real frente a lo que realmente acaba en su lingote
| Propiedad | Rango típico (corte fino) | ¿Qué es lo que más lo afecta? | Objetivo para preformas consistentes |
|---|---|---|---|
| Densidad aparente sin compactar | 400-550 g/l | Contenido de finos, humedad | 480-520 g/l |
| Densidad aparente compactada (100 golpes) | 600-750 g/l | Forma de las partículas, agente fluidificante | Aumento de <10 % desde sin explotar |
| Densidad aparente en matriz | 1,50-1,80 g/cm³ | Altura de llenado, velocidad del zapato | Variación máxima de ±0,02 g/cm³. |
| Densidad final de la preforma | 2,10-2,20 g/cm³ | Presión de reposo, flujo de polvo | ±0,03 g/cm³ en toda la altura |

Ajustes de la máquina que realmente importan en su máquina de preformado de PTFE
He manejado máquinas que van desde pequeñas prensas de laboratorio de 50 toneladas hasta líneas automáticas de 800 toneladas. Estos son los ajustes que marcan la diferencia entre “más o menos funciona” y “no hemos tenido ningún lingote agrietado en 18 meses”:
Diseño y velocidad del calzado
Cambie a una zapata alimentada por gravedad con placas difusoras en lugar de la antigua descarga recta. Reduzca la velocidad de la zapata a 8-12 ciclos/minuto. Si la velocidad es superior, se producirá segregación.
Asistencia al vacío
Aplique un vacío de 400-600 mmHg durante 15-30 segundos antes de la compresión. Elimina el aire atrapado que provoca gradientes de densidad. Una fábrica en Alemania pasó de 11 % de residuos a 0,8 % simplemente añadiendo esto.
Tiempo de permanencia bajo presión
Mínimo 30 segundos a plena presión, a veces 90 segundos para palanquillas gruesas. El PTFE no se deforma como el UHMWPE: necesita tiempo para que las partículas se asienten correctamente.
Construimos nuestro Máquina de moldeo de PTFE con secuencias de vacío programables y control ultrapreciso de la zapata precisamente por estas razones. Los clientes nos dicen que la diferencia es abismal en comparación con las prensas chinas o europeas más antiguas.
Caso real: lingote de 420 mm que solía agrietarse cada vez
Un cliente de Texas fabricaba palanquillas de 420 mm × 1200 mm para revestimientos de recipientes semiconductores. Todas ellas se agrietaban durante la sinterización. Los escáneres de densidad mostraban una densidad de 2,08 g/cm³ en los 50 mm superiores y de 2,19 g/cm³ en los inferiores, lo que supone un gradiente enorme.
Lo que cambiamos:
- Se ha añadido una sala de acondicionamiento de polvo (25 °C, 25 % HR).
- Instalamos nuestra máquina automática de preformado de PTFE con doble vacío y zapata lenta.
- Cambio a resina con PSD más ajustado
- Aumento del tiempo de permanencia a 75 segundos.
Resultado: la variación de densidad se redujo a 0,018 g/cm³. Cero grietas en más de 800 palanquillas desde 2023. De hecho, me enviaron una foto del primer lote perfecto con la frase “Salvaste mi matrimonio” escrita en la caja. Historia real.
Solución de problemas relacionados con la densidad de corriente (lista de verificación rápida)
- ¿Se forman puentes de polvo en la tolva? → Añada un activador de contenedor o un golpeador neumático.
- ¿Mayor densidad en el centro? → El zapato se mueve demasiado rápido o no hay difusor.
- ¿Puntos bajos alrededor de los bordes? → Relleno desigual del troquel o lubricación desgastada de la pared del troquel.
- ¿Puntos blandos aleatorios? → Variación de temperatura en el polvo (compruebe el almacenamiento del tambor).
Lo único que solucionó el 80 % de los problemas que he visto.
¿Sinceramente? Pese cada llenado. No “confíe en el alimentador volumétrico”. Pese cada carga con una célula de carga real. Parece básico, pero no sabría decirle cuántas fábricas funcionan “a ojo” o con un contador estropeado. Una vez que sepa que está introduciendo exactamente la misma masa cada vez, tendrá la mitad del trabajo hecho.
Preguntas frecuentes: cosas que la gente me pregunta todo el tiempo
P: ¿Puedo utilizar simplemente una prensa más grande para forzar una densidad uniforme?
R: No. Una presión más alta solo amplifica cualquier variación que ya exista en el relleno de polvo. He visto prensas de 1000 toneladas producir gradientes peores que una prensa de 200 toneladas bien ajustada.
P: ¿Existe algún polvo de PTFE “mágico” que nunca cause problemas?
R: Ojalá lo hubiera. Daikin G163, AGC Fluon G190 y el nuevo 3M Dyneon TF2053Z se acercan bastante al flujo libre, pero aún así es necesario manipularlos adecuadamente.
P: ¿Con qué frecuencia debemos limpiar la matriz entre preformas?
R: Cada 10-20 disparos como mínimo. Las partículas finas de PTFE se acumulan en las paredes y cambian drásticamente la fricción.
¿Sigues luchando contra los problemas de densidad después de probar todo esto? Escríbenos. Hemos ayudado a fábricas desde Shanghái hasta Carolina del Sur a ajustar perfectamente sus procesos de preformado. Envíanos un correo electrónico a info@teflonmachinery.com o visite la página de contacto en https://teflonmachinery.com/contact-us/. Estaremos encantados de revisar su certificado de autenticidad (COA) del polvo y la configuración de la máquina, sin cargo alguno.
Obtendrá preformas uniformes. Su rendimiento de sinterización se lo agradecerá. Y por fin dejará de perder el sueño por los lingotes agrietados.

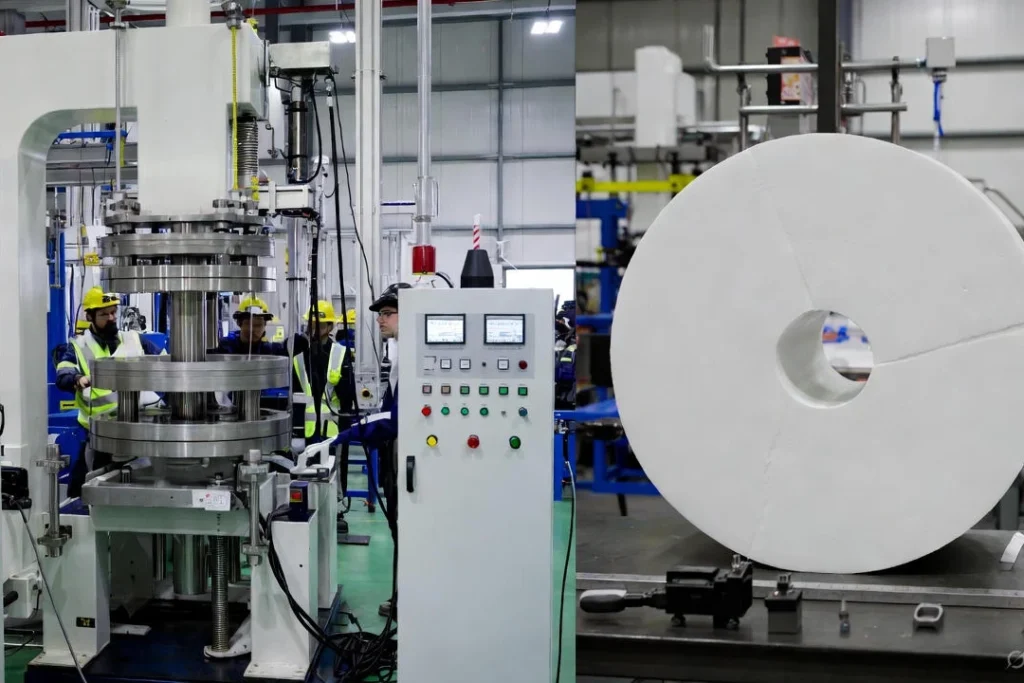
Máquina automática de moldeo por compresión de PTFE para juntas y empaquetaduras
Nuestra máquina automática de moldeo por compresión de PTFE ofrece una fabricación de alta precisión para juntas y sellos de PTFE. Esta máquina de moldeo por compresión de teflón garantiza una calidad constante y un alto rendimiento para su línea de producción. Disfrute de una eficiencia superior y un rendimiento fiable con nuestro sistema de prensa hidráulica automatizada, diseñado para aplicaciones industriales exigentes.