



¿Sabes que a veces, en el taller, los términos se confunden? Por ejemplo, sinterización y curado suenan parecido, ¿verdad? Sobre todo si estás metido de lleno en el tema de los fluoropolímeros, trabajando con láminas o revestimientos de PTFE. Yo he pasado por eso: he mirado un plano, me he rascado la cabeza y me he preguntado si tenía que aumentar el calor para una cosa o para la otra. Como alguien que ha pasado años ajustando hornos y solucionando problemas de lotes en Teflon Machinery, entiendo la frustración. La gente me pregunta todo el tiempo: “Oye, ¿esto es sinterización o curado? ¿Y por qué importa?” Así que vamos a aclarar esto, sin rodeos. Analizaremos lo que significan para los fluoropolímeros, destacaremos las diferencias y daremos algunos consejos prácticos. Al final, sabrá exactamente cuándo encender ese Horno de sinterización de PTFE y ahórrate los dolores de cabeza.
Inmersión rápida en los fundamentos del procesamiento de fluoropolímeros
En primer lugar, los fluoropolímeros (como el PTFE, ese material maravilloso y resbaladizo) son muy resistentes. Están por todas partes: sellando tuberías en plantas químicas, forrando utensilios de cocina e incluso en equipos espaciales, porque resisten el calor y los productos químicos como si nada. Pero, ¿desde el polvo o la dispersión hasta las piezas utilizables? Ahí es donde procesamiento de fluoropolímeros es complicado. No se trata sólo de verter cosas en un molde y esperar lo mejor. Hay que darle forma, calentarlo y fundirlo bien, o acabaremos con una chatarra quebradiza que se agrieta bajo presión.
Los grandes protagonistas son la sinterización y el curado. La gente los mezcla porque ambos implican calor, pero son primos, no gemelos. La sinterización consiste más en unir partículas para formar un bloque sólido, mientras que el curado suele ser el acabado suave para fijar las propiedades. En Teflon Machinery, hemos construido nuestra reputación basándonos en esto: nuestro equipo ayuda a los clientes a convertir el PTFE en bruto en juntas que duran décadas. Y créame, un paso en falso y volverá a la casilla de salida.
¿Qué ocurre exactamente en la sinterización de fluoropolímeros?
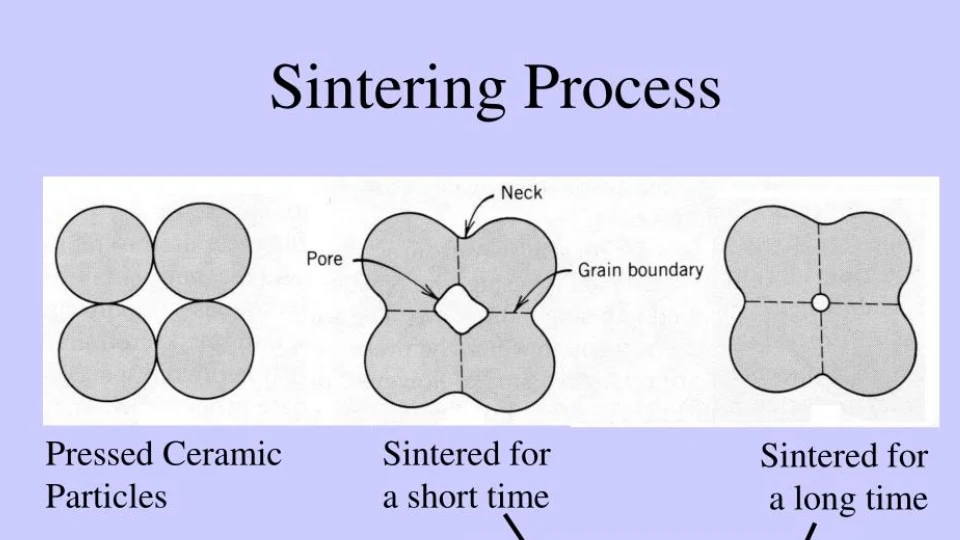
Muy bien, empecemos con la sinterización. Imagínese esto: tiene un polvo fino de PTFE, comprimido en un tocho verde, es decir, un trozo en bruto y sin forma. La sinterización es la magia que lo convierte en algo fuerte. Básicamente, se calienta mucho, más allá de su punto de fusión, para que las partículas se ablanden y se unan. Sin pegamento, sólo fusión térmica pura. Es como hornear galletas, pero en lugar de masa, son cadenas de fluorocarbono uniendo brazos.
Por lo que he visto sobre el terreno, la sinterización comienza en torno a los 360°C y se mantiene así durante un par de horas. ¿Por qué a esa temperatura? El PTFE se funde a 342 ºC, pero hay que ir más allá para conseguir una coalescencia completa. Si se mantiene demasiado poco tiempo, por ejemplo menos de 2 horas, aparecen huecos que debilitan el conjunto. Si se aumenta demasiado rápido, se forman grietas por la tensión. Hemos ajustado esto en nuestro Horno de sinterización de PTFE, que le permite controlar las rampas a 90 °C por hora, alcanzando el punto máximo a 370 °C.
En una ocasión, un cliente tenía problemas con unas palanquillas desiguales: medio densas, medio esponjosas. Resultó que su antiguo horno no podía mantener ese tiempo de retención de manera uniforme. Los cambiamos a uno de los nuestros, los ajustamos a 380 °C como máximo y ¡bum! La resistencia a la tracción aumentó 13%, de unos 27,9 MPa a 31,6 MPa. Son cifras reales, no conjeturas. La sinterización no es sólo calor; se trata de un caos controlado para crear densidad sin deformación.
El papel de un horno de sinterización de PTFE en el procesamiento cotidiano de fluoropolímeros
Ahora llega el héroe: el horno de sinterización PTFE. Esta no es la tostadora de su abuela, es una bestia diseñada para la precisión. ¿El nuestro de Teflon Machinery? Construido con un flujo de aire uniforme, por lo que no hay puntos calientes que arruinen su lote. Temperaturas de 360-380°C, temporizadores de hasta 6 horas si es necesario y velocidades de enfriamiento de hasta 25°C/hora para evitar el choque térmico. ¿Por qué molestarse? Porque una sinterización deficiente provoca tasas de desecho de 20-30% en los talleres que he visitado. Si se combina con el horno adecuado, se ahorran miles de euros.
He perdido la cuenta de las veces que he guiado a un equipo durante la configuración. Cargar el tocho, programar el ciclo: calentar lentamente, mantener constante, enfriar suavemente. Sale PTFE con una densidad de 95%+, listo para el mecanizado en juntas o barras. Si está buscando una, eche un vistazo a nuestro Horno de sinterización de PTFE con los detalles de los modelos que pasan del laboratorio a la producción.
Curado de fluoropolímeros: El lado más blando de la ecuación
Bien, pasemos al curado. Este es más sigiloso porque se solapa con el sinterizado en algunas charlas, pero aclaremos las cosas. El curado tiene más que ver con la estabilización después de un trabajo duro, como secar disolventes o aliviar tensiones para que el material no se arrastre o deforme más tarde. En el caso de los fluoropolímeros, especialmente en revestimientos o dispersiones, se trata de la cocción final para que todo ’cuaje“.”
Por ejemplo, los revestimientos de PTFE sobre fibra de vidrio: se pulveriza la dispersión, se seca a baja temperatura (unos 90 ºC) y luego se hornea hasta 327 ºC para volatilizar los lubricantes sin sinterización completa. Por encima de esa temperatura, se sinterizaría hasta formar una película, pero el curado es más corto para conseguir flexibilidad. También es más corto -minutos, no horas- y a temperaturas más bajas, como 200-300 °C. ¿El objetivo? Endurecer la superficie sin fundir la masa.
En mi experiencia, la gente lo confunde porque para el PTFE relleno (con vidrio o carbono), el curado puede seguir a la sinterización para recocer las tensiones. El recocido es un primo del curado, básicamente dejar que la pieza se enfríe lentamente después del calentamiento para igualar los cristales. Tenemos un Horno de curado PTFE variante que es perfecta para esto: bastidores modulares, zonas precisas. Una tienda lo utilizó para alambres recubiertos; redujo su tiempo de curado en 40%, evitando las burbujas que plagarían configuraciones inferiores.
El curado es indulgente, pero ¿se lo salta? Su fluoropolímero podría fluir en frío bajo carga, perdiendo su característica baja fricción. Los datos lo respaldan: un curado adecuado aumenta la resistencia a la abrasión hasta 50% en cintas sin sinterizar. Es el pulido de su proceso.
Cuando un horno de curado de PTFE interviene en el procesamiento de fluoropolímeros
Aquí es donde se vuelve práctico. Un horno de curado de PTFE es la solución ideal para trabajos de postformado o revestimientos. A diferencia de los hornos de sinterización, funcionan a menor temperatura, con opciones de cinta transportadora para un flujo continuo. En Teflon Machinery, los especificamos para etapas de secado de 70-80°C hasta sinterización-lite de 300°C. Imagine cintas transportadoras de recubrimiento: secado, horneado y curado en una sola pasada. Se acabaron las bandejas manuales.
Recuerdo haber ayudado a un fabricante que pensaba que el curado era opcional. Sus piezas recubiertas se pelaban después de un mes en operaciones húmedas. Cambiamos a nuestro horno, ajustado a calentamientos escalonados, ¿y esos recubrimientos? Se pegaban como el pegamento, alargando su vida útil a más de 5 años. Si el procesamiento de fluoropolímeros es lo suyo, visite https://teflonmachinery.com/ para ver el cartel completo.
Sinterización vs. Curado: Un desglose pormenorizado y sin complicaciones
Para que esto quede claro, vamos a ponerlo sobre la mesa. Me he basado en experiencias prácticas y fuentes sólidas, nada de palabrería.
| Aspecto | Sinterización de fluoropolímeros (por ejemplo, PTFE) | Curado de fluoropolímeros (por ejemplo, revestimientos) |
|---|---|---|
| Objetivo principal | Fusionar partículas en un sólido denso; aumentar la resistencia | Estabilizar, eliminar volátiles; aliviar tensiones para una mayor durabilidad |
| Temperatura típica | 360-380°C (por encima del punto de fusión de 342°C) | 90-327°C, a menudo por etapas |
| Tiempo necesario | 2-6 horas de espera, más rampas/enfriamientos | 10-60 minutos por etapa, más rápido en general |
| Equipamiento | Horno de sinterización de PTFE-cámaras de alto calor | Horno de curado PTFE-zonas inferiores, a menudo continuas |
| Resultado | Palanquilla de alta densidad (95%+), piezas mecanizables | Recubrimientos flexibles, acabados sin tensión; refuerzo contra la abrasión |
| Errores comunes | Grietas por enfriamiento rápido; vacíos si se mantiene poco tiempo | Burbujas de disolventes atrapados; descascarillado si está a baja temperatura |
| Ideal para | Juntas moldeadas, varillas en entornos químicos agresivos | Aislamiento de cables, revestimientos textiles resistentes al desgaste |
¿Lo veis? La sinterización es el constructor, el curado es el finalizador. Si se mezclan mal, la eficiencia se reduce. He visto caídas de rendimiento de 15% solo por eso.
Triunfos en el mundo real: Historias de la primera línea del procesamiento de fluoropolímeros
La teoría mola, pero hablemos del taller. Un cliente es una empresa química mediana que lucha contra la corrosión de los tanques. Sinterizaban mal los revestimientos de PTFE, a temperaturas de hasta 400 °C, lo que provocaba deformaciones. Les consultamos y optimizamos su ciclo a 365 °C durante 4 horas, utilizando nuestro Horno de sinterización de PTFE. ¿Resultado? Los revestimientos duraron 3 veces más, reduciendo el tiempo de inactividad en 25%. Se acabaron las paradas de emergencia.
¿Otra? Un fabricante de cables que curaba los revestimientos a demasiada temperatura y freía el aislamiento. La estabilidad del pH se mantuvo sólida como una roca en aplicaciones de biorreactores, superando a sus rivales de silicona. No se produjeron fallos en 18 meses, mientras que el material antiguo se descascarillaba semanalmente.
O, por ejemplo, este trabajo de recolector de energía: un equipo formó capas de PTFE con PVDF para generar triboelectricidad. La sinterización adecuada fundió las capas a 375°C durante 1 hora, y luego las curó para recocerlas. La salida saltó a 20%, alimentando sensores de vibraciones. Genial, ¿eh? No se trata de hipótesis, sino de llamadas que recibimos semanalmente.
En dispositivos médicos, el PTFE es una estrella para los catéteres. Un laboratorio recubrió unas pinzas por dispersión, curándolas a 327°C para mantener una baja fricción. Después del proceso, el deslizamiento mejoró 40%, reduciendo la fatiga del cirujano. Hemos enviado hornos para configuraciones como esa y hemos visto cómo prosperaban.
¿Por qué equiparse con las herramientas adecuadas para el procesamiento de fluoropolímeros?
Mira, clavar la sinterización y el curado no es ciencia espacial, pero seguro que se siente como tal sin un equipo sólido. En Teflon Machinery, hemos volcado nuestros conocimientos en hornos a prueba de tontos. Tome nuestro Horno de sinterización de PTFEConstrucción en acero inoxidable, controles PID para una precisión de ±1 °C y escalas de carga de hasta 500 kg. Acompáñela de un modelo de curado y tendrá todo lo que necesita. procesamiento de fluoropolímeros.
¿Beneficios? Reduzca el consumo de energía en 15% con una zonificación eficiente: es ecológico y barato. Además, nuestros clientes ven el retorno de la inversión en meses, no en años. Imagine que sus juntas aguantan ácidos a 200 °C sin fugas. Ese es el deseo: piezas fiables que sorprendan a sus jefes o clientes.
Pero oye, no te fíes de lo que te digo: hazte con una cita. Diríjase a https://teflonmachinery.com/contact-us/ o envía un correo electrónico a info@teflonmachinery.com. Diles que te envío yo y hablaremos de tu configuración, quizá incluso simulemos un ciclo. ¿Listo para subir de nivel? Hagamos que tu próximo lote sea legendario.
FAQ: Sinterización y curado
¿Cuál es el mayor error que cometen los novatos al confundir sinterización y curado en PTFE?
Apresurar el enfriamiento tras la sinterización siempre provoca grietas. Para el curado, es saltarse la fase de secado, atrapando la humedad que burbujea. Lento y constante gana, amigos.
¿Puedo utilizar el mismo horno para sinterizar y curar fluoropolímeros?
Algo así, pero no es lo ideal. La sinterización necesita calor a lo bestia; el curado es más suave. Dedicado Horno de sinterización de PTFE ahorra desgaste y clava precisión. Hemos reequipado algunos, pero fresco es mejor.
¿Cómo sé si mi pieza de fluoropolímero necesita un curado adicional tras la sinterización?
Si se arrastra bajo una carga ligera o se siente “elástico”, sí, séllelo despacio. Pruebe con una simple curva; ¿no hay alabeo? No hay problema. Escríbanos a info@teflonmachinery.com para una auditoría gratuita.

Hornos industriales de sinterización de PTFE – Horno de sinterización de teflón de alta temperatura
Nuestros hornos industriales de sinterización de PTFE están diseñados para un procesamiento superior de Teflon™ y otros fluoropolímeros. Este horno de sinterización de alta temperatura garantiza una uniformidad térmica excepcional para obtener resultados consistentes y de alta calidad en todo momento.
Diseñado para ofrecer fiabilidad y eficiencia, es la solución ideal para aplicaciones industriales exigentes, ya que reduce los tiempos de ciclo y minimiza los defectos.